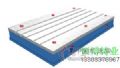
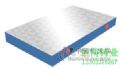
ÖC┤▓┤▓╔ĒĶT╝■
1.╗ęĶFĶT╝■ś╦£╩:GB976-88┤·╠µGB976-67║═GB5675-85
2.╗ęĶTĶF╝■Ą─╠ž³c:ó┘─═─źąį┼cŽ¹š║├.ė╔ė┌ĶTĶFųą╩»─½ėą└¹ė┌ØÖ╗¼╝░┘Aė═,╦∙ęį─═─źąį║├.═¼śė,ė╔ė┌╩»─½Ą─┤µį┌,╗ę┐┌ĶTĶFĄ─Ž¹šąįā×(y©Łu)ė┌õō.
ó┌╣ż╦ćąį─▄║├.ė╔ė┌╗ę┐┌ĶTĶF║¼╠╝┴┐Ė▀,ĮėĮ³ė┌╣▓Š¦│╔Ęų,╣╩╚█³c▒╚▌^Ą═,┴„äėąį┴╝║├,╩š┐s┬╩ąĪ,ę“┤╦▀mę╦ė┌ĶTįņĮY(ji©”)śŗ(g©░u)Å═ļs╗“▒Ī▒┌ĶT╝■.┴Ē═Ō,ė╔ė┌╩»─½╩╣ŪąŽ„╝ė╣żĢręūė┌ą╬│╔öÓą╝ ,╦∙ęį╗ę┐┌ĶTĶFĄ─┐╔ŪąŽ„╝ė╣ż ąįā×(y©Łu)ė┌õō.
3.└¹ė├śõų¼╔░ą═ĶTįņÖC┤▓┤▓╔ĒĶT╝■Ą─ā×(y©Łu)³c:
3.1śõų¼╔░ą═äéČ╚║├,Ø▓ūó│§Ų┌╔░ą═ÅŖČ╚Ė▀,▀@Š═ėąŚl╝■└¹ė├ĶTĶF─²╣╠▀^│╠Ą─╩»─½╗»┼“├ø,ėąą¦ĄžŽ¹│²┐s┐ū\┐s╦╔╚▒Ž▌,īŹ¼F(xi©żn)╗ęĶTĶF\Ū“─½ĶTĶF╝■Ą─╔┘├░┐┌\¤o├░┐┌ĶTįņ.
3.2īŹą═ĶTįņ╔·«a(ch©Żn)ųą▓╔ė├Š█▒Įęꎮ┼▌╦▄─Żśė,æ¬ė├▀╗Ó½śõų¼ūįė▓╔░įņą═.«öĮī┘ę║Ø▓╚ļĶTą═Ģr,┼▌─Ł╦▄┴Ž─Żśėį┌Ė▀£žĮī┘ę║ū„ė├Ž┬čĖ╦┘ÜŌ╗»,╚╝¤²Č°Ž¹╩¦,Įī┘ę║╚Ī┤·┴╦įŁüĒ┼▌─Ł╦▄┴Ž╦∙š╝ō■(j©┤)Ą─╬╗ų├,└õģs─²╣╠│╔┼c─Żśėą╬ĀŅŽÓ═¼Ą─īŹą═ĶT╝■.
3.3ŽÓī”üĒšf,Ž¹╩¦─ŻĶTįņī”ė┌╔·«a(ch©Żn)å╬╝■╗“ąĪ┼·┴┐Ą─Ų¹▄ćĖ▓╔w╝■,ÖC┤▓┤▓╔ĒĄ╚┤¾ą═─ŻŠ▀▌^ų«é„Įy(t©»ng)╔░ą═ėą║▄┤¾ā×(y©Łu)ä▌,╦³▓╗Ą½╩Ī╚ź┴╦░║┘FĄ──Šą═┘Mė├,Č°Ūę▒Ńė┌▓┘ū„,┐sČ╠┴╦╔·«a(ch©Żn)ų▄Ų┌,╠ßĖ▀┴╦╔·«a(ch©Żn)ą¦┬╩,Š▀ėą│▀┤ńŠ½Č╚Ė▀,╝ė╣żėÓ┴┐ąĪ,▒Ē├µ┘|(zh©¼)┴┐║├Ą╚ā×(y©Łu)ä▌.
ńM┤▓ĶT╝■
ĶT╝■▓─┘|(zh©¼)Ż║╗ęĶTĶFHT250Ż©GB/T9439-88Ż®Ż╗
ĶTįņĘĮĘ©Ż║śõų¼╔░
ĶT╝■┴”īWąį─▄Ż║
┐╣└ŁÅŖČ╚Ż║≥250N/mm2
ė▓Č╚Ż║HB=190~240
ĶT╝■═Ļ╚½Ę¹║ŽHT250Ą─╗»īW│╔Ęųś╦£╩║═▀_ĄĮÖCąĄąį─▄įć“ץ─ś╦£╩ĪŻ
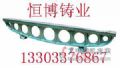
┤¾Āt╣żČ╬ė╔╝╝ąg(sh©┤)╚╦åT═¼└Ž╣ż╦ćĤĮø(j©®ng)▀^ķLŲ┌┐ŲīWīŹ█`ųŲČ©═Ļ╔Ų┴╦ī”Ė„ĘN┼Ų╠¢ĶT╝■Ż¼▀MąąĀt║¾┼õ┴Ž╝░ĀtŪ░ĶF╦«įąė²║ė║ŽĮ╗»╠Ä└ĒĄ─ć└Ė±│╔╩ņ╣ż╦ćŻ¼ī”£╩┤_▀_ĄĮĖ„ĘN┼Ų╠¢ĶT╝■Ą─▓─┘|(zh©¼)ĄņČ©┴╦łįīŹĄ─╗∙ĄA(ch©│)Ż¼ĶTįņĘųÅS┐╔╠ß╣®å╬ųž40揯¼Ė„ĘN┼Ų╠¢ĶT╝■Ż¼─ĻĶTįņ─▄┴”▀_ĄĮ┴╦6000ćŹęį╔Ž.
ūóŻ║┬ō(li©ón)ŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ