浮動刀柄 浮動鉸刀刀柄 浮動鉸刀刀柄廠家直銷
95折特價回饋 原價3000






“浮動鉸刀柄”可實現自動定心,保證被加工孔的質量和精度。“浮動鉸刀柄”的使用能有效減小累計誤差;消除機床主軸旋轉的徑向跳動,使鉸刀中心在整個鉸削加工過程中始終與被加工孔中心保持一致,使加工過程更加平穩,從而提高鉸刀孔加工精度、延長鉸刀使用壽命。同時節約校準、換刀等輔助工時,提高了生產效率,極大的節約了生產成本。
我公司所生產的浮動刀柄系列產品,與國內外各個品牌的同類產品比,重復使用精度高,穩定性好,價格優惠,擁有極高的性價比。經客戶使用驗證,加工精度和使用壽命與國內外知名品牌同類產品一致。
工藝性分析
一. 傳統鉸刀工藝,機床主軸與鉸刀屬剛性連接,累計誤差大。鉸刀切削刃與主軸的同軸度誤差不可避免,加工過程中在主軸旋轉離心力作用下,必然產生諸多不良后果:
1.鉸刀切削刃實際旋轉軌跡大于鉸刀直徑,且無法控制,因此被加工的孔實際尺寸偏大且無規律。
2.隨著進刀,鉸刀逐漸深入孔內,鉸刀與主軸的同軸度誤差、旋轉離心力被工件孔徑束縛,自由度成正比減小,因而被鉸的孔徑逐漸縮小,形成俗稱的“喇叭口”。
3.在同軸度誤差與旋轉離心力共同作用下,鉸刀相當于車刀、鏜刀等點位接觸切削刀具,只有凸出在旋轉軌跡圓上的少數刀刃參與切削作業,其余刀刃則切削不到孔壁。這必然產生震動,使鉸刀的壽命周期相應縮短。
4.由于剛性連接的累積誤差、旋轉離心力、部分刀刃切削產生的震動等諸多不良因素共同作用,因此被鉸孔徑尺寸精度、形位公差與粗糙度均達不到理想效果。
二.使用“浮動鉸刀柄”的鉸刀工藝,“浮動鉸刀柄”內部的特殊結構可實現連續的軸向偏轉和徑向平移,使被夾持鉸刀中心始終能圍繞機床主軸中心,在起垂直平面內360度輕松浮動。有效彌補了鉸刀中心與被加工件孔中心的偏差、消除了因機床主軸旋轉產生的徑向跳動,使鉸刀中心在整個鉸削加工過程中始終與被加工孔中心一致:
1.能使所夾持鉸刀自動找正被加工孔的中心,自動調節主軸、保證鉸刀中心線與被加工孔的中心線平行。
2.機床主軸通過浮動鉸刀柄,將力矩柔性地傳遞給旋轉的鉸刀:
a.鉸刀在整個鉸孔加工過程中柔性、平穩、均勻地完成鉸削任務,使被鉸孔徑圓度、圓柱度達0.002mm,粗糙度達Ra0.2um;
b.主軸和被夾持鉸刀中心在設定的浮動范圍內始終與被加工件孔中心保持重合,鉸刀全部刀刃全程均勻切削且無震動,這使得鉸刀使用壽命至少可延長5倍以上;
c.加工較深孔時,在鉸刀不磨損的狀況下連續鉸削,所有被加工孔的圓度、圓柱度、粗糙度達到珩磨、研磨的高精度水票,并能保持很高的一致性。達到了超精密加工的水準,免去了珩磨工序、提高了生產效率,減少了固定資產投入。
3.縮減了換刀、對刀等輔助工時。
4.減少對機床精度的高要求,普通車床、鉆床等也能加工出高精度孔的產品。
適用機床
浮動鉸刀柄可調浮動范圍
|
徑向間隙RADIALSPIEL(max mm) |
擺動角度范圍 PENDELSPIEL(max °) |
|
1.5 |
1° |

1.定心套筒完全旋緊時,徑向鎖緊,無浮動間隙。 定心套筒盤面刻度每轉過一格,徑向浮動距離增加0.125mm,最大徑向間隙為1.5mm 。
2.調整螺母完全旋緊時,無法擺動角度。調整螺母盤面刻度每轉過一格,浮動角度增加4’,最大擺動角度1°。
鉸孔加工時可能存在的偏差狀態
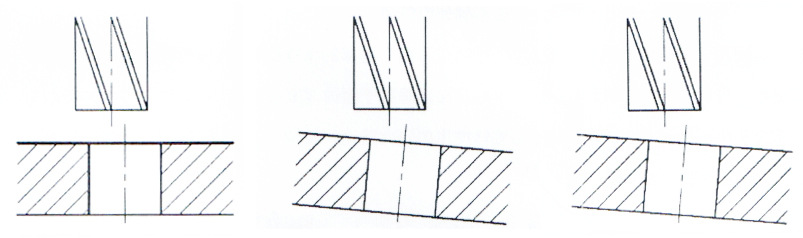
消除以上偏差的操作步驟:
1.單獨徑向偏差補償操作:
擰緊調整螺母,然后慢慢往會轉,再擰緊定心套筒也慢慢往回轉,直到完全消除刀具主軸和預加工孔中心的不同軸誤差。
2.同時糾正徑向偏差和角度偏差的操作:
調整螺母和定心套筒向右旋轉至旋緊,然后向左轉動調整螺母,校準角度誤差;同時向左旋動定心套筒校準徑向誤差。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!