| ┬▌╝y┴┐ęÄ |
|
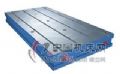
Ųš═©┬▌╝y╩ŪČÓģóöĄę¬╦žŻ¼ėąā╔ŅÉÖz£yĘĮĘ©Ż║ŠC║ŽÖz“×║═å╬ĒŚÖz“×ĪŻ
ŠC║ŽÖz“׊═╩Ūė├┴┐ęÄī”ė░Ēæ┬▌╝y╗źōQąįĄ─Äū║╬ģóöĄŲ½▓ŅĄ─ŠC║ŽĮY╣¹▀MąąÖz“×ĪŻŲõųą░³└©Ż║╩╣ė├Ųš═©┬▌╝y┴┐ęÄ║═ų╣ęÄĘųäeī”▒╗£y┬▌╝yĄ─ū„ė├ųąÅĮŻ©║¼ĄūÅĮŻ®║═å╬ę╗ųąÅĮ▀MąąÖz“ׯ╗╩╣ė├╣Ō╗¼śOŽ▐┴┐ęÄī”▒╗£y┬▌╝yĄ─īŹļHĒöÅĮ▀MąąÖz“×ĪŻ
┬▌╝y┴┐ęÄėųĘQ×ķ┬▌╝y╚¹ęÄŻ¼┬▌╝y┴┐ęÄ═©ęÄ─ŻöM▒╗£y┬▌╝yĄ─ūŅ┤¾īŹ¾wč└ą═Ż¼Öz“×▒╗£y┬▌╝yĄ─ū„ė├ųąÅĮ╩Ūʱ│¼▀^ŲõūŅ┤¾īŹ¾wč└ą═Ą─ųąÅĮŻ¼▓ó═¼ĢrÖz“ץūÅĮīŹļH│▀┤ń╩Ūʱ│¼▀^ŲõūŅ┤¾īŹ¾w│▀┤ńĪŻ
Öz“×ĘĮĘ©Ż║╚ń╣¹▒╗£y┬▌╝y─▄ē“┼c┬▌╝y═©ęÄą²║Ž═©▀^Ż¼Ūę┼c┬▌╝yų╣ęÄ▓╗═Ļ╚½ą²║Ž═©▀^Ż©┬▌╝yų╣ęÄų╗į╩įS┼c▒╗£y┬▌╝yā╔Č╬ą²║ŽŻ¼ą²║Ž┴┐▓╗Ą├│¼▀^ā╔éĆ┬▌ŠÓŻ®Ż¼Š═▒Ē├„▒╗£y┬▌╝yĄ─ū„ė├ųąÅĮø]ėą│¼▀^ŲõūŅ┤¾īŹ¾wč└ą═Ą─ųąÅĮŻ¼Ūęå╬ę╗ųąÅĮø]ėą│¼│÷ŲõūŅąĪīŹ¾wč└ą═Ą─ųąÅĮŻ¼─Ū├┤Š═┐╔ęį▒ŻūCą²║Žąį║═▀BĮėÅŖČ╚Ż¼ät▒╗£y┬▌╝yųąÅĮ║ŽĖ±ĪŻĘ±ät▓╗║ŽĖ±ĪŻ
┬▌╝yųąÅĮšf░ū┴╦Ż¼Š═╩Ū┬▌╝yĄ─╣½ĘQų▒ÅĮŻ¼╝┤ę╗░Ń╦∙šfĄ─┬▌╝y“M**”└’Ą─*┤·▒ĒĄ─öĄųĄŻ¼╦³╩Ūę╗éĆĮķė┌┤¾ÅĮŻ©═Ō┬▌╝y×ķč└ĒöĄ─ų▒ÅĮŻ¼ā╚┬▌╝y×ķč└Ąūų▒ÅĮŻ®║═ąĪÅĮŻ©═¼┤¾ÅĮ║¼┴xŽÓĘ┤Ż®ų«ķgĄ─ę╗éĆų▒ÅĮĪŻ
ūŅ┤¾īŹ¾wč└ą═Ż¼ŅÖ├¹╦╝┴xŻ¼Š═╩Ū┬▌╝yĄ─č└ą═Ż©äeĖµįV╬ę─Ń▀B“č└ą═”╩Ū╩▓├┤Č╝▓╗ų¬Ą└┼Č~Ż®ųŲįņ│÷üĒ─▄▀_ĄĮĄ─ūŅ┤¾īŹ¾wŻ¼╝┤īŹļH╝ė╣żųŲįņ│÷üĒĄ─▒╚└ĒšōįOėŗĢrŻ¼į┌š`▓ŅĘČć·─▄Ūęį┌¾wĘe╔Ž─▄▀_ĄĮĄ─ūŅ┤¾ųĄĄ─ĀŅæBĪŻ
▌SŅÉ┴Ń╝■Ż©═Ō┬▌╝yŻ®Ą─ūŅ┤¾īŹ¾w│▀┤ń¾w¼Fį┌ų▒ÅĮ╔ŽŻ¼Š═╩Ū▌Sų▒ÅĮ┤¾ė┌įOėŗ│▀┤ńŻ╗┐ū└█┴Ń╝■Ż©ā╚┬▌╝yŻ®Ą─ūŅ┤¾īŹ¾w│▀┤ń¾w¼Fį┌ų▒ÅĮ╔ŽŻ¼Š═╩Ū┐ūĄ─ų▒ÅĮąĪė┌įOėŗ│▀┤ńĪŻ
|
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ