ųą╬─├¹ĘQŻ║ųąą─Ń@
ėó╬─├¹ĘQŻ║center drill
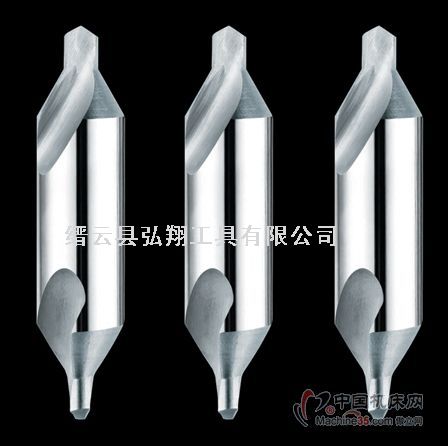
Č©┴xŻ║╝ė╣żųąą─┐ūĄ─ę╗ĘNĄČŠ▀ĪŻ
╦∙ī┘īW┐ŲŻ║ÖCąĄ╣ż│╠Ż©ę╗╝ēīW┐ŲŻ® Ż╗ĄČŠ▀Ż©Č■╝ēīW┐ŲŻ®Ż╗ĄČŠ▀├¹ĘQŻ©╚²╝ēīW┐ŲŻ®
ĪĪĪĪė├ė┌┐ū╝ė╣żĄ─ŅAųŲŠ½┤_Č©╬╗Ż¼ę²ī¦┬ķ╗©Ń@▀Mąą┐ū╝ė╣żŻ¼£p╔┘š`▓ŅĪŻ
ĪĪĪĪųąą─Ń@╩Ūė├ė┌▌SŅÉĄ╚┴Ń╝■Č╦├µ╔ŽĄ─ųąą─┐ū╝ė╣żĪŻ
ĪĪĪĪįō«aŲĘŪąŽ„▌p┐ņĪó┼┼ą╝║├ĪŻ
ųąą─Ń@ėąČ■ĘNą═╩ĮŻ║
Aą═Ż║▓╗ĦūoÕFĄ─ųąą─Ń@,╝ė╣żų▒ÅĮd=1~10mmĄ─ųąą─┐ūĢr,═©│Ż▓╔ė├▓╗ĦūoÕFĄ─ųąą─Ń@(Aą═);
Bą═Ż║ĦūoÕFĄ─ųąą─Ń@Ż¼╣żą“▌^ķLĪóŠ½Č╚ę¬Ū¾▌^Ė▀Ą─╣ż╝■Ż¼×ķ┴╦▒▄├Ō60Č╚Č©ą─ÕF▒╗ōpē─Ż¼ę╗░Ń▓╔ė├ĦūoÕFĄ─ųąą─ÕFŻ©Bą═Ż®.
Ń@Ņ^Ą─▓─┘|
ĪĪĪĪėĪųŲ░ÕŃ@┐ūė├Ń@Ņ^ę╗░ŃČ╝▓╔ė├ė▓┘|║ŽĮŻ¼ę“×ķŁhč§▓Ż┴¦▓╝Å═Ń~▓Ł░Õī”ĄČŠ▀Ą──źōp╠žäe┐ņĪŻ╦∙ų^ė▓┘|║ŽŃ@Ņ^Į╩Ūęį╠╝╗»µuĘ█─®×ķ╗∙¾wŻ¼ęįŌÆĘ█ū„š│ĮYä®Įø╝ėē║Īó¤²ĮYČ°│╔ĪŻ═©│Ż║¼╠╝╗»µu94ŻźŻ¼║¼ŌÆ6ŻźĪŻė╔ė┌Ųõė▓Č╚║▄Ė▀Ż¼ĘŪ│Ż─═─źŻ¼ėąę╗Č©ÅŖČ╚Ż¼▀mė┌Ė▀╦┘ŪąŽ„ĪŻĄ½Ēgąį▓ŅŻ¼ĘŪ│Ż┤ÓŻ¼×ķ┴╦Ė─╔Ųė▓┘|║ŽĮĄ─ąį─▄Ż¼ėąĄ─▓╔ė├į┌╠╝╗»╗∙¾w╔Ž╗»īWŲ¹ŽÓ│┴Ęeę╗īė5Ī½7╬ó├ūĄ─╠žė▓╠╝╗»ŌüŻ©TICŻ®╗“Ą¬╗»ŌüŻ©TINŻ®Ż¼╩╣ŲõŠ▀ėąĖ³Ė▀Ą─ė▓Č╚ĪŻėąĄ─ė├ļxūėūó╚ļ╝╝ągŻ¼īóŌüĪóĄ¬Īó║═╠╝ūó╚ļŲõ╗∙¾wę╗Č©Ą─╔ŅČ╚Ż¼▓╗Ą½╠ßĖ▀┴╦ė▓Č╚║═ÅŖČ╚Č°Ūęį┌Ń@Ņ^ųž─źĢr▀@ą®ūó╚ļ│╔Ę▌▀Ć─▄ā╚▀wĪŻ▀ĆėąĄ─ė├╬’└ĒĘĮĘ©į┌Ń@Ņ^Ēö▓┐╔·│╔ę╗īėĮäé╩»─żŻ¼śO┤¾Ą─╠ßĖ▀┴╦Ń@Ņ^Ą─ė▓Č╚┼c─═─źąįĪŻė▓┘|║ŽĮĄ─ė▓Č╚┼cÅŖČ╚Ż¼▓╗āH║═╠╝╗»µu┼cŌÆĄ─┼õ▒╚ėąĻPŻ¼ę▓┼cĘ█─®Ą─Ņw┴ŻėąĻPĪŻ│¼╬ó╝ÜŅw┴ŻĄ─ė▓┘|║ŽĮŃ@Ņ^Ż¼Ųõ╠╝╗»µuŽÓŠ¦┴ŻĄ─ŲĮŠ∙│▀┤ńį┌1╬ó├ūęįŽ┬ĪŻ▀@ĘNŃ@Ņ^Ż¼▓╗āHė▓Č╚Ė▀Č°Ūę┐╣ē║║═┐╣ÅØÅŖČ╚Č╝╠ßĖ▀┴╦ĪŻ×ķ┴╦╣Ø╩Ī│╔▒Š¼Fį┌įSČÓŃ@Ņ^▓╔ė├║ĖĮė▒·ĮYśŗŻ¼įŁüĒĄ─Ń@Ņ^×ķš¹¾wČ╝╩Ūė▓┘|║ŽĮŻ¼¼Fį┌║¾▓┐Ą─Ń@▒·▓╔ė├┴╦▓╗õPõōŻ¼│╔▒Š┤¾┤¾Ž┬ĮĄĄ½╩Ūė╔ė┌▓╔ė├▓╗═¼Ą─▓─┘|ŲõäėæBĄ─═¼ą─Č╚▓╗╝░š¹¾wė▓┘|║ŽĮŃ@Ņ^Ż¼╠žäeį┌ąĪų▒ÅĮĘĮ├µĪŻ
Ń@Ņ^Ą─╩╣ė├
ĪĪĪĪ1ĪóŃ@Ņ^æ¬čbį┌╠žųŲĄ─░³čb║ą└’Ż¼▒▄├Ōš±äėŽÓ╗ź┼÷ū▓ĪŻ
ĪĪĪĪ2Īó╩╣ė├ĢrŻ¼Å─░³čb║ą└’╚Ī│÷Ń@Ņ^æ¬╝┤čbĄĮų„▌SĄ─ÅŚ╗╔ŖAŅ^└’╗“ūįäėĖ³ōQŃ@Ņ^Ą─ĄČŠ▀Äņ└’ĪŻė├═ĻļS╝┤Ę┼╗žĄĮ░³čb║ą└’ĪŻ
ĪĪĪĪ3Īó£y┴┐Ń@Ņ^ų▒ÅĮę¬ė├╣żŠ▀’@╬óńRĄ╚ĘŪĮėė|╩Į£y┴┐āxŲ„Ż¼▒▄├ŌŪąŽ„╚ą┼cÖCąĄ╩Į£y┴┐āxĮėė|Č°▒╗┼÷é¹ĪŻ
ĪĪĪĪ4Īó─│ą®öĄ┐žŃ@┤▓╩╣ė├Č©╬╗Łh─│ą®öĄ┐žŃ@┤▓ät▓╗╩╣ė├Č©╬╗ŁhŻ¼╚ń╩╣ė├Č©╬╗ŁhĄ─Ųõ░▓čbĢrĄ─╔ŅČ╚Č©╬╗ę╗Č©ę¬£╩┤_Ż¼╚ń▓╗╩╣ė├Č©╬╗ŁhŲõŃ@Ņ^čbĄĮų„▌S╔ŽĄ─╔ņķLČ╚꬚{š¹ę╗ų┬Ż¼ČÓų„▌SŃ@┤▓Ė³ę¬ūóęŌ▀@ę╗³cŻ¼ę¬╩╣├┐éĆų„▌SĄ─Ń@┐ū╔ŅČ╚ę¬ę╗ų┬ĪŻ╚ń╣¹▓╗ę╗ų┬ėą┐╔─▄╩╣Ń@Ņ^Ń@ĄĮ┼_├µ╗“¤oĘ©Ń@┤®ŠĆ┬Ę░Õįņ│╔ł¾ÅUĪŻ
ĪĪĪĪ5ĪóŲĮĢr┐╔╩╣ė├40▒Č┴ó¾w’@╬óńRÖz▓ķŃ@Ņ^ŪąŽ„╚ąĄ──źōpĪŻ
ĪĪĪĪ6Īóę¬Įø│ŻÖz▓ķų„▌S║═ÅŚ╗╔ŖAŅ^Ą─═¼ą─Č╚╝░ÅŚ╗╔ŖAŅ^Ą─ŖAŠo┴”Ż¼═¼ą─Č╚▓╗║├Ģ■įņ│╔ąĪų▒ÅĮĄ─Ń@Ņ^öÓŃ@║═┐ūÅĮ┤¾Ą╚ŪķørŻ¼ŖAŠo┴”▓╗║├Ģ■įņ│╔īŹļH▐D╦┘┼cįOų├Ą─▐D╦┘▓╗Ę¹║ŽŻ¼ŖAŅ^┼cŃ@Ņ^ų«ķg┤“╗¼ĪŻ
ĪĪĪĪ7ĪóČ©▒·Ń@Ņ^į┌ÅŚ╗╔ŖAŅ^╔ŽĄ─ŖA│ųķLČ╚×ķŃ@▒·ų▒ÅĮĄ─4Ī½5▒Č▓┼─▄ŖA└╬ĪŻ
ĪĪĪĪ8Īóę¬Įø│ŻÖz▓ķų„▌Sē║─_ĪŻē║─_Įėė|├µę¬╦«ŲĮŪę┼cų„▌S┤╣ų▒▓╗─▄╗╬äėŻ¼Ę└ų╣Ń@┐ūųą«a╔·öÓŃ@║═Ų½┐ūĪŻ
ĪĪĪĪ9ĪóŃ@┤▓Ą─╬³ēmą¦╣¹ę¬║├Ż¼╬³ēm’L┐╔ĮĄĄ═Ń@Ņ^£žČ╚Ż¼═¼╩┬Ħū▀Ę█ēm£p╔┘─”▓┴«a╔·Ė▀£žĪŻ
ĪĪĪĪ10Īó╗∙░Õ»Bīė░³└©╔ŽĪóŽ┬ē|░Õę¬į┌Ń@┤▓Ą─╣żū„┼_╔ŽĄ─ę╗┐ūę╗▓█╩ĮČ©╬╗ŽĄĮyųąČ©╬╗└╬ĪóĘ┼ŲĮĪŻ╩╣ė├─zš│ĦąĶĘ└ų╣Ń@Ņ^Ń@į┌─zĦ╔Ž╩╣Ń@Ņ^š│ĖĮŪąą╝Ż¼įņ│╔┼┼ą╝└¦ļy║═öÓŃ@ĪŻ
ĪĪĪĪ11Īóėå┘ÅÅS╔╠Ą─Ń@Ņ^Ż¼╚ļÅSÖz“×Ģrę¬│ķÖzŲõ4Żź╩ŪĘ±Ę¹║ŽęÄČ©ĪŻ▓ó100ŻźĄ─ė├10Ī½15▒ČĄ─’@╬óńRÖz▓ķŲõ╚▒┐┌Īó▓┴é¹║═┴č╝yĪŻ
ĪĪĪĪ12ĪóŃ@Ņ^▀mĢrųž─źŻ¼┐╔į÷╝ėŃ@Ņ^Ą─╩╣ė├║═ųž─ź┤╬öĄŻ¼čėķLŃ@Ņ^ē█├³Ż¼ĮĄĄ═╔·«a│╔▒Š║═┘Mė├ĪŻ═©│Żė├╣żŠ▀’@╬óńR£y┴┐Ż¼į┌ā╔Ślų„ŪąŽ„╚ą╚½ķLā╚Ż¼─źōp╔ŅČ╚æ¬ąĪė┌0.2mmĪŻųž─źĢrę¬─ź╚ź0.25mmĪŻŲš═©Ą─Č©▒·Ń@Ņ^┐╔ųž─ź3┤╬Ż¼ńPą╬Ņ^Ż©undercutŻ®Ą─Ń@Ņ^┐╔ųž─ź2┤╬ĪŻĘŁ─ź▀^ČÓŲõŃ@┐ū┘|┴┐╝░Š½Č╚Č╝Ģ■Ž┬ĮĄŻ¼Ģ■įņ│╔ŠĆ┬Ę░Õ│╔ŲĘĄ─ł¾ÅUĪŻ▀^Č╚Ą─ĘŁ─źą¦╣¹▀mĄ├ŲõĘ┤ĪŻ
ĪĪĪĪ13Īó«öė╔ė┌─źōpŪęŲõ─źōpų▒ÅĮ┼cįŁüĒŽÓ▒╚▌^£pąĪ2ŻźĢrŻ¼ätŃ@Ņ^ł¾ÅUĪŻ
ĪĪĪĪ14ĪóŃ@Ņ^ģóöĄĄ─įOų├į┌ę╗░ŃŪķørŽ┬Ż¼ÅS╔╠Č╝╠ß╣®ę╗Ę▌įōÅS╔·«aŃ@Ņ^Ą─Ń@┐ūĄ─▐D╦┘║═Ž┬╦┘Ą─ģóöĄ▒ĒŻ¼įōģóöĄāHāH╩Ūģó┐╝Ż¼īŹļH▀Ćę¬╣ż╦ć╚╦åTĮø▀^īŹļH╩╣ė├Ą├│÷ę╗éĆĘ¹║ŽīŹļHŪķørĄ─Ń@Ņ^Ą─▐D╦┘║═Ž┬╦┘ģóöĄŻ¼═©│ŻīŹļHģóöĄ┼cģó┐╝Ą─ģóöĄėąģ^äeĄ½╩ŪŽÓ▓Ņ▓╗Ģ■╠½ČÓĪŻ
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ