║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®ĶTĶFĄ─▀\▌öŻ║▀\▌ö╩Ū▒ŻūCŲĮ░Õ▓╗ūāą╬Ą─ę╗éĆųžę¬Łh╣ØŻ¼╦∙ęį▀\▌öŲĮ░ÕĢrę¬▒ŻūC▓╗│¼▌dŻ¼▓╗│¼╦┘Ż¼▓╗ŲŻä┌±{±éŻ¼ ▓╗į┌╠ņÜŌÉ║┴ėĄ─ŪķørŽ┬▀\▌öĪŻ
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®░▓čbŻ║
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®š{įćŻ║
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®╣żū„ŁhŠ│Ż║
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®Ą─╩╣ė├ūóęŌ╩┬ĒŚŻ║ŲĮ░Õį┌╩╣ė├Ģrꬎ╚▀Mąą░▓čbš{įćĪŻ╚╗║¾Ż¼░čŲĮ░ÕĄ─╣żū„├µ▓┴╩├Ė╔ā¶Ż¼į┌┤_šJø]ėąå¢Ņ}Ą─ŪķørŽ┬╩╣ė├Ż¼╩╣ė├▀^│╠ųąŻ¼ę¬ūóęŌ▒▄├Ō╣ż╝■║═ŲĮ░ÕĄ─╣żū„├µėą▀^╝żĄ─┼÷ū▓Ż¼Ę└ų╣ōpē─ŲĮ░ÕĄ─╣żū„├µŻ╗╣ż╝■Ą─ųž┴┐Ė³▓╗┐╔ęį│¼▀^ŲĮ░ÕĄ─Ņ~Č©▌d║╔Ż¼Ę±ätĢ■įņ│╔╣żū„┘|┴┐ĮĄĄ═Ż¼▀Ćėą┐╔─▄ōpē─ŲĮ░ÕĄ─ĮYśŗŻ¼╔§ų┴Ģ■įņ│╔ŲĮ░Õūāą╬Ż¼╩╣ų«ōpē─Ż¼¤oĘ©╩╣ė├ĪŻ
ŲĮ░Õį┌╩╣ė├Ģrꬎ╚▀Mąą░▓čbš{įćĪŻ╚╗║¾Ż¼░čŲĮ░ÕĄ─╣żū„├µ▓┴╩├Ė╔ā¶Ż¼į┌┤_šJø]ėąå¢Ņ}Ą─ŪķørŽ┬╩╣ė├Ż¼╩╣ė├▀^│╠ųąŻ¼ę¬ūóęŌ▒▄├Ō╣ż╝■║═ŲĮ░ÕĄ─╣żū„├µėą▀^╝żĄ─┼÷ū▓Ż¼Ę└ų╣ōpē─ŲĮ░ÕĄ─╣żū„├µŻ╗╣ż╝■Ą─ųž┴┐Ė³▓╗┐╔ęį│¼▀^ŲĮ░ÕĄ─Ņ~Č©▌d║╔Ż¼Ę±ätĢ■įņ│╔╣żū„┘|┴┐ĮĄĄ═Ż¼▀Ćėą┐╔─▄ōpē─ŲĮ░ÕĄ─ĮYśŗŻ¼╔§ų┴Ģ■įņ│╔ŲĮ░Õūāą╬Ż¼╩╣ų«ōpē─Ż¼¤oĘ©╩╣ė├ĪŻ
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®Ą─ųŲįņś╦£╩Ż║░┤JB/T7974-1999ųŲįņ)║åę¬├Ķ╩÷ Ž┬▌dPDF╬─Ön
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®Ą─┘|┴┐Öz£yŻ║
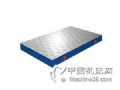
1Īó║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®╣żū„▒Ē├µ▓╗æ¬ėąõP█EĪóäØ║█Īó┼÷é¹╝░Ųõ╦¹ė░Ēæ╩╣ė├Ą─═Ōė^╚▒Ž▌ĪŻ2ĪóĶTĶFŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®╣żū„▒Ē├µ▓╗æ¬ėą╔░┐ūĪóÜŌ┐ūĪó┴č╝yĪóŖAį³╝░┐s╦╔Ą╚ĶTįņ╚▒Ž▌ĪŻĖ„ĘNĶTįņ▒Ē├µæ¬ŪÕ│²ą═╔░ĪóŪę▒Ē├µŲĮš¹Ż¼═┐Ųß└╬╣╠ĪŻĖ„└Ō▀ģæ¬ą▐ŌgĪŻį┌Š½Č╚Ą╚╝ēĄ═ė┌“00”╝ēĄ─ŲĮ░Õ╣żū„├µ╔ŽŻ¼ī”ė┌ų▒ÅĮąĪė┌15mmĄ─╔░┐ūį╩įSė├ŽÓ═¼Ą─▓─┴ŽČ┬╚¹Ż¼Ųõė▓Č╚æ¬Ą═ė┌ų▄ć·▓─┴ŽĄ─ė▓Č╚ĪŻį┌╣żū„├µ╔ŽČ┬╚¹Ą─▓┐╬╗æ¬▓╗ČÓė┌╦─╠ÄŻ¼ŲõŽÓ╗źų«ķgĄ─ŠÓļxæ¬▓╗ąĪė┌80mmĪŻ
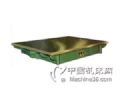
3Īóį┌║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®Ą─ŽÓī”ā╔éĆé╚├µ╔ŽŻ¼æ¬įOų├ėą░▓čb╩ų▒·Ī󥧣hĄ╚Ą§čbįO╩®Ą─┬▌╝y┐ū╗“łAų∙┐ūĪŻįOėŗĄ§čb╬╗ų├Ģræ¬┐╝æ]▒M┴┐£p╔┘ę“Ą§čbČ°ę²ŲĄ─ūāäėĪŻ
4ĪóĖ∙ō■ė├æ¶ę¬Ū¾Ż¼į┌░Õ╣żū„├µ╔ŽįOų├┬▌╝y┐ū╗“£Ž▓█║¾Ż¼▀@ą®▓┐╬╗▓╗æ¬│÷¼FĖ▀ė┌╣żū„├µĄ─═╣Ų¼FŽ¾ĪŻ
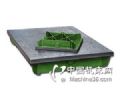
5Īó║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®æ¬▓╔ė├ā×┘|╝ÜŅw┴ŽĄ─╗ę┐┌ĶTĶF╗“║ŽĮĶTĶFųŲįņĪŻ
6Īó║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®╣żū„├µĄ─ė▓Č╚æ¬×ķHB 170-220ĪŻ
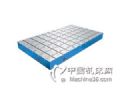
7Īó║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®╣żū„├µæ¬▓╔ė├╣╬Ž„╣ż╦ćŻ¼ī”ė┌“3”╝ēŲĮ░Õ╣żū„├µę▓┐╔ęį▓╔ė├┼┘Ž„╣ż╦ćŻ¼┼┘Ž„╣żū„▒Ē├µĄ─▒Ē├µ┤ų▓┌Č╚░┤▌å└¬╦ŃągŲĮŠ∙Ų½▓ŅRaųĄæ¬▓╗┤¾ė┌5um
8Īó║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®æ¬Įø▀^ĘĆČ©ąį╠Ä└Ē║═╚ź┤┼ĪŻ
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®ŲĮ ├µ Č╚Ż║┐╔ĘųīŹ“×╩ę╝ē(Reference)Ī󹯓×╝ē(Master)Īó╣ż Š▀╩ę╝ē(Working) ╚²╝ē
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®ŲĮ├µčą─źŻ║ŲĮ┼_į┌║▄įńĄ─Ģr║“,╚╦éā└¹ė├╚²ēKŲĮ┼_ŽÓ╗źŲź┼õęį«a╔·šµŲĮŲĮ├µĪŻę╗éĆ╩ņŠÜČ° ėųėą─═ą─Ą─ ─ź╩»Ä¤ĖĄ┐╔ęį▓╗ĮÕų·╚╬║╬┴┐£yāxŲ„,Č°āH└¹ė├╚²ŲĮ┼_ŽÓ╗źŲź┼õĄ─ ĘĮ╩Į,ū÷ČÓ┤╬90Č╚ų«ą²▐D, ╝┤┐╔«a╔·┴Ņ╚╦ļyęįŽÓą┼Ą─šµŲĮ│╠Č╚ĪŻ
║ĖĮėŲĮ░ÕŻ©║ĖĮėŲĮ┼_Ż®ŲĮ├µČ╚Ż║
1.AA╝ē:ŲõŲĮ├µČ╚(μm)= 1+1.6D2 (D×ķŲĮ┼_ī”ĮŪŠĆķL╗“ų▒ÅĮ),ė├ņČĖ▀Č╚Š½├▄ ų«£yČ©ų«ė├, │Żė├ņČīŹ“×╩ęĪŻ
2. A╝ē:ŲõŲĮ├µČ╚×ķAA╝ēų«ā╔▒Čš`▓Ņ,│Żė├ņČ╣żŠ▀Öz“×╩ęū„Š½├▄┴┐Š▀ų«Öz“×ų«ė├ĪŻ
3. B╝ē:ŲõŲĮ├µČ╚×ķAA╝ēų«╦─▒Čš`▓Ņ,│Żė├ņČ╣żŠ▀Öz“×╩ę╗“į┌¼Fł÷Öz“×┴┐Š▀╗“äØŠĆų«ė├ĪŻ
║ĖĮėŲĮ░ÕŻ©ŲĮ┼_Ż®Ą─ĘųŅÉŻ║
░┤ššė├═ŠĘųŻ║
║ĖĮėŲĮ░ÕŻ©ŲĮ┼_Ż®┐╔ęįĘų×ķŻ║╗∙ĄAŲĮ░ÕĪóäØŠĆŲĮ░ÕĪóÖz“×ŲĮ░ÕĪóŃT║ĖŲĮ░ÕĪóĶTĶFŲĮ░ÕĪó╗╣żŲĮ░ÕĪóŃQ╣żŲĮ░ÕĪóčą─źŲĮ░ÕĪó╣╬ŲĮ░ÕĪóē║╔│ŲĮ░ÕĪóįć“×ŲĮ░ÕĪóÖC┤▓╣żū„┼_Ż©╚ńŻ║┬õĄžńM┤▓╣żū„┼_Ż®Īó╚²ū∙ś╦ŲĮ░ÕĪó─ŻŠ▀ē|░ÕĪóŲ┤čbŲĮ░ÕŻ©ę▓Įąčb┼õŲĮ░ÕŻ®ĪŻ
╗“Ż║╗∙ĄAŲĮ┼_ĪóäØŠĆŲĮ┼_ĪóÖz“×ŲĮ┼_ĪóŃT║ĖŲĮ┼_ĪóĶTĶFŲĮ┼_Īó╗╣żŲĮ┼_ĪóŃQ╣żŲĮ┼_Īóčą─źŲĮ┼_Īó╣╬ŲĮ┼_Īóē║╔│ŲĮ┼_Īóįć“×╣żū„┼_Ż©╚ńŻ║š±äėįć“×╣żū„┼_║åĘQš±äėįć“×┼_Ż®ĪóÖC┤▓╣żū„┼_Ż©╚ńŻ║┬õĄžńM┤▓╣żū„┼_Ż®Īó╚²ū∙ś╦ŲĮ┼_Īó─ŻŠ▀╣żū„┼_ĪóŲ┤čbŲĮ┼_Ż©ę▓Įąčb┼õŲĮ┼_Ż®ĪŻ
░┤ššą╬ĀŅĘųŅÉŻ║Ųš═©ŲĮ░ÕŻ©Ųš═©ŲĮ┼_Ż®ĪółAą╬ŲĮ░ÕŻ©ę▓ĮąłAŲĮ░Õ/łAŲĮ┼_/łAą╬ŲĮ┼_Ż®ĪóĘĮŲĮ░ÕŻ©ĘĮŲĮ┼_Ż®
░┤šš▒Ē├µ╣ż╦ć┐╔ęįĘų×ķŻ║ŲĮ├µŲĮ░Õ║═Tą═▓█ŲĮ░ÕŻ©Tą═▓█ŲĮ┼_Ż®
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ