ū▀═Ż╩Įõō░Õ▓├öÓÖCŻ¼ėųĘQõō░Õķ_ŲĮÖCĪŻįOéõė╔Ę┼ŠĒ▓┐ĪóŅAķ_ŲĮ▓┐ĪóČ■┤╬ķ_ŲĮ╦═┴Ž▓┐Īó▓├öÓ▓┐ĮM│╔Ż¼į┌š¹éĆļŖ┐ž┼cÖCąĄ┼õ║Ž╣żū„▀^│╠ųąĮø│ŻĢ■│÷¼FĄ─å¢Ņ}ėą:
- «öõō░Õėąė═ĢrŻ©╗“░Õ┴Ž╠½ųžŻ®░l╔·┤“╗¼ę²Ų╦═┴Ž▓╗£╩Ż╗
- ŅAķ_ŲĮ┼cČ■┤╬ķ_ŲĮ╦═┴Žų«ķg┬ōäėĻPŽĄģfš{å¢Ņ}Ż¼ę╗░ŃąĶė├╚╦ĢrĢrš{╣ØŻ╗
- Ę┼ŠĒÅł┴”š{š¹Ą╚ĪŻ
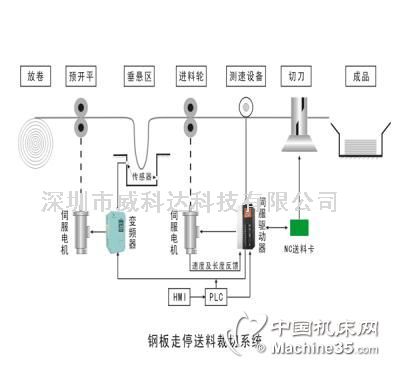
- ╔Ņ█┌╩ą═■┐Ų▀_╣½╦Šßśī”┤╦įOéõ┐žųŲųąĄ─│ŻęŖŅ}▀Mąą┴╦╔Ņ╚ļ蹊┐Ż¼ķ_░l│÷ę╗╠ū╚½ķ]Łh╦┼Ę■┐žųŲŽĄĮyŻ¼▓╗āHĮŌøQ┴╦│ŻęŖå¢Ņ}Ż¼Č°Ūę╠ßĖ▀┴╦ūįäė╗»│╠Č╚╣Ø╩Ī┴╦╚╦╣żĪŻ┤╦┐žųŲŽĄĮyė╔╚²▓┐ĘųĮM│╔Ż║ŅAķ_ŲĮ┐žųŲ▓┐ĘųĪóČ■┤╬ķ_ŲĮ╦═┴Ž┐žųŲ▓┐ĘųĪó╔Ž╬╗ÖCĪŻŅAķ_ŲĮ▓┐Ęųė╔ę╗┼_VEC-VB-7R5V3BūāŅlŲ„═Žäėę╗┼_Ųš═©ļŖÖC═Ļ│╔Ż¼ūāŅlŲ„╦═┴Ž╦┘Č╚ė╔╦═┴Ž╦┼Ę■╦┘Č╚▌ö│÷Ą─ĮoČ©Ż¼ė├Öz£yæę┤╣Č╚Ą─ļŖč█░löĄūų┴┐ą┼╠¢▀Mąą╬óš{┐žųŲŻ╗Č■┤╬ķ_ŲĮ╦═┴Ž▓┐Ęųė╔ę╗╠ūVEC-VB-011H33B╦┼Ę■ŽĄĮy┼c£y╦┘čbų├ą╬│╔╚½ķ]ŁhŽĄĮy┐žųŲŻ╗╔Ž╬╗ÖCė╔╚╦ÖCĮń├µ║═PLCĮM│╔ĪŻ
ę╗Īóõō░Õį┌Č■┤╬╦═┴ŽĢr┤“╗¼å¢Ņ}Ą─ĮŌøQĘĮ░Ė
įŁŽĄĮy╦┼Ę■ŽĄĮy╦═┴Žė╔ę╗╠ū╦┼Ę■═Ļ│╔Ż¼╩Ūę╗╠ūķ_ŁhŽĄĮyŻ¼╔Ž╬╗ÖC░lČÓ╔┘├}ø_Ż¼╦┼Ę■ļŖÖCŠ═ū▀ČÓ╔┘╬╗ų├Ż¼ī”ė┌ÖCąĄķgŽČ║═õō░Õ┤“╗¼ø]ėą▒O┐žĪŻį┌łDę╗Ą─ĮŌøQĘĮ░ĖųąŻ¼╦═┴Ž║¾Č╬õō░Õ╔Ž╝ėčb£y╦┘čbų├Ż¼ĢrĢrīóõō░ÕīŹļH╦═┴Ž╦┘Č╚Ę┤üĮo╦┼Ę■“īäėŲ„ū„×ķPIDĘ┤üŻ¼PIDĮoČ©ė╔╔Ž╬╗ÖC├}ø_╦┘┬╩øQČ©Ż¼╚¶PIDĮoČ©┼cĘ┤üŽÓĄ╚šf├„õō░Õø]┤“╗¼Ż¼▒╚▀MąąčaāöĪŻ«öā╔š▀▓╗Ą╚ĢrŻ¼│÷¼F┤“╗¼Ż¼╦┼Ę■“īäėŲ„▀\ė├ā╚ų├Ą─äėæBčaāö╣”─▄{╚ńłDČ■}ĢrĢräėæBĄžīó╦═┴Žš`▓ŅčaĮoŽĄĮyŻ¼į┌╦┼Ę■“īäėŲ„ā╚ų├Ą─“╬╗ų├+PID*³cäė”Ą─öĄūų▌ö╚ļČ╦ūė╣”─▄šf├„╚ńłDČ■╦∙╩ŠŻ¼æ¬ė├▒Ēę╗ųąģóöĄ168║═169ĪŻ┤╦ĘĮ░Ė─▄ē“ū÷ĄĮ╚ń┤╦║åå╬┐╔┐┐Ż¼ų„ę¬╩Ūę“×ķVEC╦┼Ę■ā╚ų├┴╦äėæBčaāö╣”─▄Ż¼▀@ĘNčaāö╣”─▄ū÷ĄĮ┴╦ĢrĢrčaāöŻ¼▀_ĄĮĖ▀ą¦─┐Ą─ĪŻę▓ėąĘĮ░Ė╩Ūė├ŠÄ┤aŲ„Öz£yĄĮ┤“╗¼Ą─ķLČ╚║¾Ż¼ė├PLCČ■┤╬╦═┴ŽüĒĮŌøQŠ½Č╚å¢Ņ}Ż¼Ą½PLC░l├}ø_Č■┤╬╦═┴ŽĄ─ĘĮ░ĖĮĄĄ═┴╦įOéõĄ─╣żū„ą¦┬╩ĪŻ
Č■Īó ŅAķ_ŲĮ┼cČ■┤╬ķ_ŲĮ╦═┴Žų«ķg┬ōäėĻPŽĄĄ─╠Ä└Ē
▒ŠŽĄĮyųąę¬Ū¾ŅAķ_ŲĮĄ─ūāŅlŲ„┼cČ■┤╬ķ_ŲĮ╦═┴ŽĄ─╦┼Ę■┬ōäėŻ¼╩╣Ū░Č╬╦═┴Ž┼c║¾Č╬▓├Ūąę╗ų┬Ż¼╚╗Č°Ū░Č╬╦═┴Žę¬Ū¾╦┘Č╚╚ß║═Ż¼║¾Č╬▓├Ūąę¬Ū¾Ė▀äėæBĒææ¬ęį▀_ĄĮĖ▀ą¦┬╩Ż¼╦∙ęįąĶ═┌Ąž┐ėū÷æę┤╣ģ^ĪŻįŁŽĄĮyė├╚╦╣ż╩ųäė╦═┴ŽŻ¼ĢrĢrĖ∙ō■æę┤╣Č╚üĒš{š¹▀M┴Ž╦┘Č╚ĪŻłDę╗ųąĘĮ░ĖūāŅlŲ„╦═┴Ž╦┘Č╚ė╔╦═┴Ž╦┼Ę■╦┘Č╚▌ö│÷Ą─ĮoČ©Ż¼ūāŅlĄ─╦┘Č╚┬įĖ▀ė┌╦┼Ę■╦┘Č╚Ż¼ūāŅlĄ─╝ė╦┘Ģrķgę¬▒╚╦┼Ę■Ą─ķLą®ĪŻį┌Ąž┐ėųąčbā╔éĆļŖč█üĒÖz£yæę┤╣Č╚Ż¼ė├ūāŅlŲ„Ą─ā╚ų├Ą─“Ņl┬╩įOČ©=AI2±(F.015*(F070*AI1))”▀Mąąš{š¹Ż¼«öõō░ÕŽ┬┤╣ĢrŻ¼ūāŅlŲ„£p╦┘Ż╗ļxķ_Öz£yģ^║¾ūāŅlŲ„ėų╗ųÅ═įŁüĒĄ─╦┘Č╚(ūóŻ║AI1Įėā╔éĆ1KļŖūĶĘųäeĄĮ+5V║═AGND,Įė▀Mķ_ĻP▌ö│÷ĮėAI1,ĄžĮėAGND.)ę“┤╦╩Ī╚źę╗éĆ╚╦╣żĪŻ
╚²ĪóĘ┼ŠĒÅł┴”Ą─ā×╗»
Ę┼ŠĒÅł┴”ā×╗»ų„ę¬╩Ū┐žųŲŅAķ_ŲĮ▓┐Ą─ūāŅlŲ„╝ė£p╦┘Ą─╚ß║═Ż¼VEC-V8ŽĄ┴ąūāŅlŲ„ė├╝ė£p╦┘Ģrķg┼cSŪ·ŠĆūįė╔įOČ©╣”─▄Ż¼ŪęĄ═Ņl▐DŠž┤¾Ż¼┐╔īŹ¼F║ŃÅł┴”▌ö│÷Ż¼ā×╗»┴╦Ę┼ŠĒÅł┴”ĪŻ
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ