http://www.cz-jy.com/gere/ĮķĮBäØŠĆŲĮ┼_šęš²ĘĮĘ©┼cäØŠĆ╗∙£╩Ż║į┌╣żū„ųąäØŠĆšęš²ę╗ų▒╩ŪéĆļyŅ}Ż¼Ž┬├µŠ═Įo┤¾╝ęĮķĮBÄūéĆąĪĖ[ķTĪŻ├½┼„äØŠĆĢrę╗░Ń░č╦³Ēöį┌╚²ų╗Ū¦Į’Ēö╔ŽŻ¼╩ūŽ╚ę¬░čäØŠĆĶTĶFŲĮ░Õ├½┼„šęš²ĪŻ├½┼„šęš²Ą─įŁät╚ńŽ┬Ż║ī”ė┌ėą║▄ČÓ┐ūĄ─Žõ¾wŻ¼ę¬ššŅÖĖ„┐ū├½┼„║══╣┼_Ż¼╩╣Ė„┐ūŠ∙ėą╝ė╣żėÓ┴┐Č°Ūę▒M┴┐┼c═╣┼_═¼ą─ĪŻ
į┌╣Ō┼„╔ŽäØŠĆĢrŻ¼╣ż╝■┼cäØŠĆŲĮ┼_Ą─Įėė|├µŻ¼æ¬įō╩Ūęč╝ė╣żĄ─╗∙£╩├µŻ¼▓╗┤µį┌Ž“├½┼„äØŠĆ─ŪśėĄ─šęš²å¢Ņ}ĪŻ
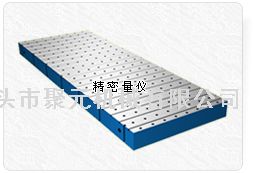
╚ńėąÄūéĆ▓╗╝ė╣ż├µĢrŻ¼æ¬ęį├µĘeūŅ┤¾Ą─▓╗╝ė╣ż├µšęš²Ż¼▓óššŅÖŲõ╦¹▓╗╝ė╣ż▒Ē├µŻ¼╩╣Ė„╠Ä▒┌║±▒M┴┐Š∙ä“Ż¼┐ū┼c▌å▌×╗“═╣┼_Ż©┤ŅūėŻ®▒M┴┐═¼ą─ĪŻ×ķ┴╦▒ŻūCäØŠĆŲĮ░Õ▓╗╝ė╣ż├µ┼c╝ė╣ż├µķgĖ„³cĄ─ŠÓļxŽÓ═¼Ż©ę╗░ŃĘQ▒┌║±Š∙ä“Ż®Ż¼æ¬īó▓╗╝ė╣ż├µė├äØŠĆ▒PšęŲĮŻ©«ö▓╗╝ė╣ż├µ×ķ╦«ŲĮ├µĢrŻ®Ż¼╗“░č▓╗╝ė╣ż├µė├ų▒ĮŪ│▀šę┤╣ų▒Ż©«ö▓╗╝ė╣ż├µ×ķ┤╣ų▒├µĢrŻ®ĪŻ
╚ńø]ėą▓╗╝ė╣żŲĮ├µĢrŻ¼ę¬ęįė¹╝ė╣ż┐ū├½┼„║══╣┼_Ż©┤ŅūėŻ®═Ōą╬üĒšęš²ĪŻ╣Ō┼„äØŠĆæ¬ęį╝ė╣żĄ─įOėŗ╗∙£╩ū„×ķäØŠĆ╗∙£╩ĪŻäØŠĆĄ─╗∙£╩╚ń╣¹╩ŪŲĮ├µŻ¼┐╔ų▒Įėį┌äØŠĆŲĮ┼_╔Žė├Ė▀Č╚ė╬ś╦│▀äØŠĆĪŻ╚ń╗∙£╩╩Ūųąą─ŲĮ├µŻ¼ät欎╚īó┤╦ųąą─ŲĮ├µšę│÷Ż¼╚╗║¾Å─ųąą─ŲĮ├µ│÷░lŻ¼ė├Ė▀Č╚ė╬ś╦│▀äØŠĆŻ¼ęįę╗éĆŲĮ├µ┼cę╗éĆųąą─ŲĮ├µ×ķ╗∙£╩ĪŻęįā╔éĆ╗źŽÓ┤╣ų▒Ą─ŲĮ├µ×ķ╗∙£╩ĪŻęįā╔éĆ╗źŽÓ┤╣ų▒Ą─ųąą─ŲĮ├µ×ķ╗∙£╩ĪŻ
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ