2MK2135öĄ┐ž╔Ņ┐ūÅŖ┴”ń±─źÖC
ę╗Īóąį─▄ĮķĮB
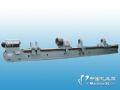
2MK2135öĄ┐ž╔Ņ┐ūÅŖ┴”ń±─źÖC▀mė├łAų∙ą╬╔Ņ┐ū╣ż╝■Ą─ń±─ź╝░Æü╣Ō╝ė╣żŻ¼└²╚ńŻ║Ė„ĘNę║ē║ė═ĖūĪóŲ¹ĖūĄ╚Š½├▄╣▄╝■ĪŻ╠žäe▀mė├ė┌ī”Ħėą┼_ļA┐ūĄ─╣ż╝■▀Mąąń±─ź╝░Æü╣Ō╝ė╣żĪŻŲõ╝ė╣ż┐ūÅĮŠ½Č╚┐╔▀_IT7Ī½IT8╝ēęį╔ŽŻ¼▒Ē├µ┤ų▓┌Č╚┐╔Ą─▀_ĄĮRa0.2-0.4μmĪŻ▓╔ė├Šų▓┐ń±─źŻ¼┐╔ą▐š²▒╗╝ė╣ż╝■Ą─ÕFČ╚ĪóÖEłAČ╚╝░Šų▓┐┐ūÅĮš`▓ŅĪŻī”ė┌ę╗ą®└õ░╬õō╣▄Ż¼┐╔ęįų▒Įė▀MąąÅŖ┴”ń±─źŻ¼╩Ūę╗ĘNĖ▀Š½Č╚ĪóĖ▀ą¦┬╩Ą─└ĒŽļįOéõĪŻ
įōÖC┤▓┼õéõKNDöĄ┐žŽĄĮyŻ¼Į╗┴„╦┼Ę■ļŖÖCŻ¼─źŚUŽõ▓╔ė├¤o╝ēš{╦┘ĪŻ▓╔ė├╦┼Ę■ļŖÖCĦµ£▌åµ£ŚlīŹ¼Fń±─źŅ^═∙Å═▀\äėŻ¼┐╔ęįŠ½┤_Ą─┐žųŲń±─źĄ─╬╗ų├ĪŻ═¼Ģr▓╔ė├ļpų▒ŠĆī¦▄ēŻ¼Š▀ėą▌^Ė▀Ą─╩╣ė├ē█├³║═▌^Ė▀Ą─Š½Č╚ĪŻń±─źŅ^▓╔ė├ę║ē║Č©ē║öUÅłŻ¼╔░ŚlĄ─ń±─ź┴”ĘĆČ©▓╗ūāŻ¼ęį▒ŻūC╣ż╝■Ą─łAČ╚║═łAų∙Č╚ĪŻń±─źē║┴”┐╔ęįĖ∙ō■ąĶ꬚{š¹Ż¼▓óįOų├Ė▀Ą═ē║┐žųŲŻ¼į┌▓┘┐v┼_╔ŽŠ═┐╔ęį▌p╦╔īŹ¼F┤ųń±ĪóŠ½ń±Ą─▐DōQĪŻÖC┤▓Ą─Ųõ╦³┼õų├╚ńŻ║ę║ē║ķyĪóūįäėØÖ╗¼šŠĄ╚Š∙▓╔ė├├¹┼Ų«aŲĘĪŻ
┴Ē═ŌŻ¼ÖC┤▓Ą─öĄ┐žŽĄĮyĪóų▒ŠĆī¦▄ēĪóę║ē║ķyĄ╚┼õų├Č╝┐╔ęįĖ∙ō■ė├æ¶ę¬Ū¾▀x┼õ╗“ųĖČ©ĪŻ
Č■ĪóįOéõą═╠¢Īó╝╝ągģóöĄ
1ĪóÖC┤▓Ą─ą═╠¢Ż║2MK2135
2ĪóÖC┤▓Ą─╝ė╣ż╣ż╦ćąį─▄Ż║▀mė├łAų∙ą╬╔Ņ┐ū╣ż╝■Ą─ń±─ź╝░Æü╣Ō╝ė╣żĪŻ
3ĪóÖC┤▓Ą─ų„ę¬╝╝ągģóöĄŻ║
ń±┐ūų▒ÅĮĘČć· φ60--φ350mm
ŖA│ų╣ż╝■ų▒ÅĮĘČć· φ80--φ450mm
ń±┐ū╔ŅČ╚ 100--12000mm
┤▓Ņ^Žõų„▌S┐ūÅĮ φ70
ų„▌SŪ░Č╦ÕF┐ū φ85
ų„▌Sųąą─Ė▀Č╚ 450mm
─źŚUŽõų„▌S▐D╦┘ĘČć· 25--280r/minŻ©¤o╝ēŻ®
─źŚUŽõ═∙Å═╦┘Č╚ĘČć· 4--18m/min ¤o╝ē
─źŚUŽõļŖÖC╣”┬╩ 15kW ų„▌SļŖÖC
═∙Å═Į╗┴„╦┼Ę■ļŖÖC 5.5KW
ń±─źŅ^öUÅłŽĄĮyē║┴” 0.3--4MPa
└õģs▒├┴„┴┐ 200L/minŻ©ā╔ĮMŻ®
└õģs▒├ļŖÖC╣”┬╩ 250WŻ©ā╔ĮMŻ®
ń±─źŅ^öUÅłė═▒├ļŖÖC 1.5KW
╚²ĪóÖC┤▓Ą─╝ė╣żą¦┬╩║═Š½Č╚ĪŻ
1Īóęįų▒ÅĮφ125mmŻ¼▓─┘|45õōĄ─ė═Ėū×ķ└²Ż¼┤ų╝ė╣ż├┐ę╗═∙Å═ąą│╠┐╔╚ź│²Įī┘┴┐0.01mmĪŻ
2Īó╝ė╣ż╣ż╝■Ą─▒Ē├µ┤ų▓┌Č╚Ra0.2-0.8ĪŻ│▀┤ńŠ½Č╚IT7ĪŻłAČ╚0.02mm.
3ĪóÖC┤▓įļę¶▓╗┤¾ė┌78ĘųžÉĪŻ
╦─ĪóÖC┤▓Ą─ų„ę¬ĮYśŗŻ║
ÖC┤▓ė╔┤▓╔ĒĪó┤▓Ņ^ŽõĪó─źŚUŽõĪóń±─źŚUų¦╝▄Īó═Ž░ÕĪó└õģsŽĄĮyĪóļŖÜŌ┐žųŲŽĄĮyĪóę║ē║ŽĄĮyĪó┼┼ą╝čbų├ĪóĄ╚ų„ę¬▓┐╝■ĮM│╔ĪŻÖC┤▓┤▓╔ĒĪó═Ž░ÕĪóŽõ¾wĪóų¦╝▄¾wĄ╚┴Ń▓┐╝■Š∙▓╔ė├Ė▀ÅŖČ╚ĶTĶFĪóśõų¼╔░įņą═Ż¼äéąį║├ĪóÅŖČ╚Ė▀ĪóŠ½Č╚ĘĆČ©ĪŻ
1Īó─źŚUŽõŻ║▓╔ė├ūāŅlĮ╗┴„ļŖÖCŻ¼¤o╝ēš{╦┘Ż¼é„äė²X▌åŠ∙▓╔ė├Ė▀Ņl┤Ń╗²X├µė▓Č╚Ė▀ĪŻ
2Īó═Ž░Õ═∙Å═čbų├Ż║ µ£▌åĪóµ£Ślé„äėŻ¼╦┼Ę■ļŖÖC┐žųŲ═∙Å═╦┘Č╚ĪŻ
3Īóń±─źŅ^öUØqčbų├Ż║ ę║ē║Č©ē║öUØqčbų├Ż¼ ę║ē║ŽĄĮyē║┴”ĘČć·×ķ0.5--4MPaĪŻ▓óįOėŗėąĖ▀ĪóĄ═ē║┐žųŲŻ¼ęįØMūŃ┤ųĪóŠ½ń±─ź▓╗═¼Ą─ē║┴”ąĶę¬ĪŻ
4Īó─źŚUų¦╝▄Ż║╣╠Č©ė┌╣ż╝■┤▓╔ĒĄ─╣ż╝■╚ļ┐┌╠ÄŻ¼Ęų╔ŽŽ┬ā╔¾wĪŻė├ė┌ų¦│ą─źŚUĪŻ
5Īó─źŚUī¦Ž“╝▄Ż║ ī¦Ž“╝▄į┌┤▓¾w╔ŽļS═Ž░Õ═∙Å═▀\äėŻ¼ī¦Ž“╝▄┼c═Ž░Õų«ķgŻ¼ī¦Ž“╝▄┼cī¦Ž“╝▄ų«ķgŠ∙ėąÆņŃ^╗“š▀µ£ŚlŽÓ▀BĮėŻ¼═Ž░ÕŽ┬├µ░▓čbØLäėī¦▄ēĖ▒į┌┤▓¾w╔Ž═∙Å═▀\äėĪŻ
6Īó═Ž░ÕŻ║═Ž░Õ┼c┤▓¾wų«ķg▓╔ė├ų▒ŠĆī¦▄ē ĪŻ
7Īó└õģsŽĄĮyŻ║ └õģsŽĄĮy▓╔ė├│┴ĄĒ--┤┼ąį---¤o╝Å▓╝╚²╝ē▀^×VĪŻ▀^×VŠ½Č╚ąĪė┌40μmĪŻ
8Īóę║ē║ŽĄĮyŻ║ę║ē║ŽĄĮyĘų×ķ╣ż╝■čbŖAę║ē║ŽĄĮy║═ń±─źŅ^öUÅłę║ē║ŽĄĮyā╔▓┐ĘųĪŻūā┴┐▒├┐žųŲŻ¼£ž┐žĘČć·į┌60°ęįā╚ĪŻ
9Īó┤▓╔Ē▓┐ĘųŻ║ė╔╣ż╝■┤▓╔Ē║══Ž░Õ┤▓╔Ēā╔▓┐ĘųĮM│╔ĪŻ ═Ž░Õ┤▓╔ĒŠ▀ėą▌^Ė▀Ą─╩╣ė├ē█├³║═▌^Ė▀Ą─Š½Č╚ĪŻ┤▓╔ĒŠ▀ėąā×┴╝Ą─äéČ╚Īó┐╣šąį║═┐╣öÓ├µ╗¹ūā─▄┴”ĪŻ
10ĪóļŖÜŌŽĄĮy▀xė├KNDöĄ┐žŽĄĮyĪŻ
11Īó╝ė╣żĘĮ╩Į×ķŻ║╣ż╝■Ū░Č╦┤®▀^ų„▌Sā╚┐ūŻ¼║¾Č╦ė├ųąą─╝▄ų¦ō╬Ż¼╣ż╝■ū÷Č©╦┘ą²▐DŻ¼ń±─źŚUĖ▀╦┘ą²▐D▓ó═∙Å═▀\äėŻ¼īŹ¼Fń±─źĪŻ
12Īó┤╦ÖC┤▓×ķś╦£╩ĶT¾w┤▓╔ĒĪŻ
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ