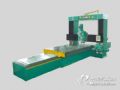
Č╦├µŃŖ┤▓░µ├µĄ─ŪÕŽ┤ØÖ░µĘĮ╩Į
░µ├µŪÕŽ┤╩ŪųĖęį▒ŃčbŖAČ©╬╗Č©╬╗ų«║¾ī”░µ├µ▀Mąą▓┴Ž┤╠Ä└ĒĄ─▀^│╠Ż¼Č╦├µŃŖ┤▓ėų║åĘQķ_░µĪŻŲõ─┐Ą─ų„ę¬╩Ū╠ßĖ▀░µ├µĄ─╗ŅąįŻ¼į÷ÅŖ┐š░ū▓┐╬╗Ą─╬³╦«ąį║═łD╬─▓┐ĘųĄ─ų°─½ąįĪŻ▓┴Ž┤Ą─ĘĮĘ©╩ŪŽ╚ė├ر▓╝▓┴╚ź░µ├µ╔ŽĄ─▒Żūo─z─żŻ¼╚╗║¾ė├Ų¹ė═╬³╚Ī░µ├µ╔ŽĄ─łD╬─ė═─½Ż¼╚¶░µ├µ▀ĆÜł┴¶ėųŽ┤▓╗Ą¶Ą─┼K³cĢrŻ¼┐╔▓╔ė├│²┼Kä®╚▄ĮŌ╚ź│²ĪŻ
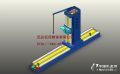
ØÖ░µ:ŲĮ░µ┤“śėĢrŻ¼▒žĒÜį┌░µ├µų°─½ų«Ū░Ž╚▀MąąØÖ░µŻ¼╩╣ėĪ░µĄ─┐š░ū▓┐╬╗Š∙ä“╬³ĖĮ╔Žę╗īėØÖ░µę║Ż¼▓óį┌┤“śė▀^│╠ųą╩╣░µ├µ╩╝ĮK▒Ż│ų▀@ĘNØÖرĀŅæB(t©żi)Ż¼Ę└ų╣│÷¼F(xi©żn)╬³─½╔Ž┼K¼F(xi©żn)Ž¾ĪŻ
Ż©1Ż®ØÖ░µĘĮ╩ĮĪĪĪĪ┤“śėØÖ░µĘĮ╩Įėą▌ö╦«čbų├ūįäėØÖ░µĪó╩ų╣ż▓┴╦«ØÖ░µĪóĄ═£ž░µ┼_└õ─²ØÖ░µ╚²ĘNĪŻ┤“śėĢr┐╔Ė∙ō■(j©┤)Š▀¾wŪķørņ`╗Ņæ¬ė├Ż¼ę╗░ŃŪķørŽ┬ęį┤“śė╝╝▌ö╦«čbų├ūįäėØÖ░µ×ķų„Ż¼╩ų╣ż▓┴╦«ØÖ░µ×ķ▌oŻ¼Ą═£ž░µ┼_└õ─²ØÖ░µĘĆ(w©¦n)Č©ØÖ░µĀŅæB(t©żi)Ż¼£p╔┘ØÖ░µę║Ą─ō]░l(f©Ī)ĪŻ
ķ_╩╝ØÖ░µĢrŻ¼Č╦├µŃŖ┤▓┐╔▓╔ė├▌ö╦«čbų├ČÓ┤╬ØL╦«║═╩ų╣ż╚”▓┴Ą╚ĘĮĘ©Ż¼╝ė┐ņØÖ░µ╦┘Č╚Ż¼╠ßĖ▀░µ├µØÖرĄ─ä“Č╚ĪŻ
Ż©2Ż®ØÖ░µ╦«┴┐┤¾ąĪĄ─Öz“×ĪĪĪĪÖz“×░µ├µ╦«┴┐┤¾ąĪĄ─ĘĮĘ©ų„ę¬ėąęĢėXė^▓ņĘ©║═āxŲ„Öz£yĘ©ā╔ĘNĪŻęĢėXė^▓ņĘ©╩Ū▓┘ū„╚╦åT═©▀^ė^▓ņ░µ├µĘ┤╔õ╣Ō┴┴Ą─ÅŖ╚§üĒ┼ąöÓ░µ├µ╦«┴┐Ą─┤¾ąĪŻ¼░µ├µĄ─Ę┤╔õ╣Ō▌^ÅŖŻ¼╣ŌØ╔Č╚▌^┤¾Ż¼▒Ē├„░µ├µ╦«┴┐▌^┤¾Ż╗ŽÓĘ┤░µ├µĄ─Ę┤╔õ╣Ō▌^╚§Ż¼╣ŌØ╔Č╚▌^ąĪŻ¼░µ├µ░l(f©Ī)░ĄĢrŻ¼▒Ē├„╦«┴┐▌^ąĪĪŻė^▓ņĘ©║å▒ŃęūąąŻ¼Ą½£╩┤_ąį▌^▓ŅŻ¼╩▄ė^▓ņĮŪČ╚Īó░µ├µ╔░─┐Ą─┤ų╝Ü│╠Č╚╝░░µ├µłD╬─├µĘe┤¾ąĪĄ╚ę“╦žĄ─ė░Ēæ▌^┤¾Ż¼ī”Öz“×╚╦åTĄ─Įø“×Īó╝╝ągę¬Ū¾▌^Ė▀ĪŻ
ęÄ(gu©®)Ė±ą═╠¢XD-DX1540
┤▓╔ĒŻ©mmŻ®5700×930×400
┴óų∙Ż©mmŻ®880×1100×2500
╣ż╝■┐vŽ“ąą│╠4000Ż©mmŻ®
┴óų∙╔ŽŽ┬ąą│╠1500Ż©mmŻ®
┐vŽ“▀MĮoļŖÖC╣”┬╩3KW
┐vŽ“▀MĮo╦┘Č╚50-700Ż©mmŻ®
╔²ĮĄļŖÖC╣”┬╩1.5 KW
ńMŃŖõNŅ^╣”┬╩5.5KWŻ©BS-V5ą═ńMŃŖŅ^Ż®
ńMŃŖõNŅ^ąą│╠400Ż©mmŻ®
ńMŃŖõNŅ^▀MĮoļŖÖC╣”┬╩0.75Ż©KWŻ®
ńMŃŖõNŅ^▐DöĄ(sh©┤)Ż©rev/minŻ®93Īó141Īó189Īó283Ż«356Īó535(6Ön)
═Ų╦]ĄČ▒PūŅ┤¾ų▒ÅĮφ200-φ300Ż©mmŻ®
┐vŽ“▀MĮoų▒ŠĆŠ½Č╚0.03Ż©mm/mŻ®
┴óų∙┼c╣ż╝■┤╣ų▒Š½Č╚0.03Ż©mm/mŻ®
╦∙┼õ╗∙ĄAŲĮ┼_1500*5700
ūóŻ║┬ō(li©ón)ŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ