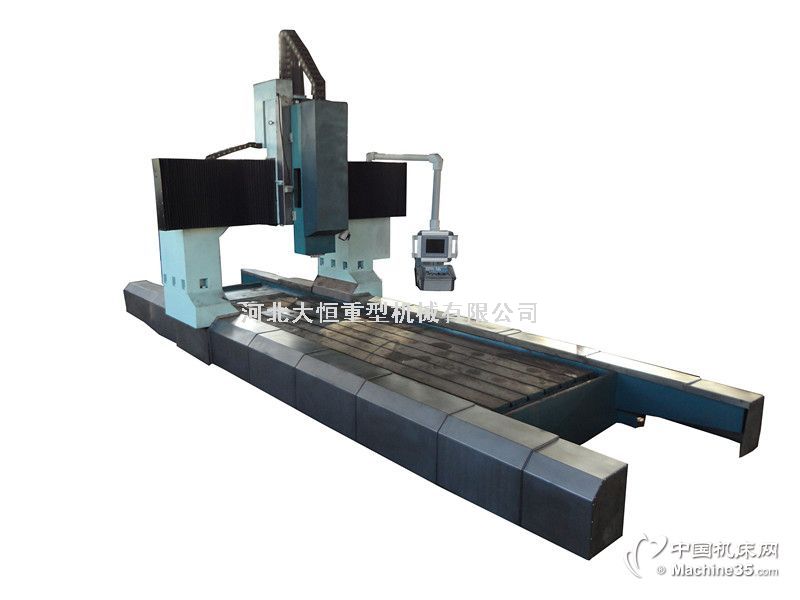
銑床:臥式銑床質(zhì)量穩(wěn)定,操作方便,性能可靠。臥式銑床可用各種圓柱銑刀、圓片銑刀、角度銑刀、成型銑刀和端面銑刀加工各種平面、斜面、溝槽等。如果使用適當(dāng)銑床附件,可加工齒輪、凸輪、弧形槽及螺旋面等特殊形狀的零件,配置萬能銑頭、圓工作臺、分度頭等銑床附件,采用鏜刀桿后亦可對中、小零件進(jìn)行孔加工。加裝立銑頭,可用立銑刀進(jìn)行切削加工,(立銑頭為特殊附件) 可進(jìn)一步擴(kuò)大機(jī)床使用范圍。本機(jī)床適用于各種機(jī)械加工工業(yè)。
臥式銑床特點(diǎn):
1.主軸套筒可手動微進(jìn)給,并設(shè)有限位裝置,銑頭可順、逆時(shí)針回轉(zhuǎn)調(diào)整45°;
2.工作臺可縱、橫向手動進(jìn)給和垂直升降,同時(shí)縱、橫向又可實(shí)現(xiàn)機(jī)動快進(jìn)、機(jī)動進(jìn)給和垂直向機(jī)動升降;
3.采用1200mm加長滑塊,1500mm加長工作臺,工作臺縱向行程可達(dá)1000mm,行程長,穩(wěn)定性更強(qiáng);
4.主傳動和進(jìn)給均采用齒輪變速機(jī)構(gòu),12級不同轉(zhuǎn)速,調(diào)速范圍廣;
5.主軸軸承采用圓錐滾子軸承,承載能力強(qiáng),且采用能耗制動,具有制動轉(zhuǎn)矩大,停止迅速,制動可靠;
6.采用矩型導(dǎo)軌穩(wěn)定性好;
7.工作臺及導(dǎo)軌經(jīng)超音頻淬火,強(qiáng)度更大。
臥式銑床的優(yōu)點(diǎn)如下:
1、機(jī)床剛性好,能承載重負(fù)荷切削。
2、臥式銑床的主軸電機(jī)功率高,變速范圍廣,充分發(fā)揮刀具效能,高速切削。
3、易磨損鑄件采用釩鈦耐磨鑄鐵,重要部位采用優(yōu)質(zhì)合金鋼,穩(wěn)定耐用。
4、機(jī)床有完善的潤滑系統(tǒng)。
5、臥式銑床可以根據(jù)用戶需求可配置數(shù)顯裝置該產(chǎn)品操作方便,性能可靠。可用各種圓柱銑刀、圓片銑刀、角度銑刀、成型銑刀和端面銑刀加工各種平面、斜面、溝槽等。
在臥式銑床上使用普通銑刀銑削時(shí),因銑刀刀刃所形成的運(yùn)動軌跡為擺線式的曲線,故上銑削時(shí)期切屑由薄變厚,銑刀受力始輕末重,可避免刀刃受沖擊而斷裂。下銑切時(shí),切屑由厚變薄,銑刀受力始重末輕,易生沖擊使刀刃斷裂。
臥式銑床上銑切時(shí),粗削采用上銑法,精削采用下銑法。使用下銑時(shí),銑床螺桿需要有間隙消除裝置,否則易生震動,造成切削面不良。
銑床上銑之優(yōu)點(diǎn):
1.可用于舊式銑床,不產(chǎn)生螺桿無效間隙運(yùn)動。
2.適于銑削鑄件黑皮面。
3.銑刀刀齒受力始輕末重,刀刃不易斷裂。
銑床上銑之缺點(diǎn):
1.摩擦多,刀口易鈍,壽命短。
2.易震刀,加工面較粗糙,加工精度較差。
3.裝置不易,不適于銑薄工件。
4.消耗能量多。
銑床下銑之優(yōu)點(diǎn):
1.加工時(shí)摩擦少,銑刀壽命較長。
2.夾持容易,無震動,加工面精度高。
3.制置容易,適于長薄型工件。
4.進(jìn)給消耗功率少。
銑床下銑之缺點(diǎn):
1.銑床螺桿需有間隙消除裝置,否則易產(chǎn)生無效間隙運(yùn)動。
2.不適合銑削鑄鐵及鍛件。3.銑刀齒易因沖擊而斷裂。
注:聯(lián)系我時(shí),請說是在“傲立機(jī)床網(wǎng)”上看到的,謝謝!