ĶT╝■ų„ę¬ė├ū„ÖC(j©®)Ų„┴Ń▓┐╝■Ą─├½┼„Ż¼ėąą®Š½├▄ĶT╝■Ż¼ę▓┐╔ų▒Įėė├ū„ÖC(j©®)Ų„Ą─┴Ń▓┐╝■ĪŻĶT╝■į┌ÖC(j©®)ąĄ«a(ch©Żn)ŲĘųąš╝ėą║▄┤¾Ą─▒╚ųžŻ¼╚ń═Ž└ŁÖC(j©®)ųąŻ¼ĶT╝■ųž┴┐╝sš╝š¹ÖC(j©®)ųž┴┐Ą─50Ī½70%Ż¼▐r(n©«ng)śI(y©©)ÖC(j©®)ąĄųąš╝40Ī½70%Ż¼ÖC(j©®)┤▓Īóā╚(n©©i)╚╝ÖC(j©®)Ą╚ųą▀_(d©ó)70Ī½90%ĪŻĖ„ŅÉ(l©©i)ĶT╝■ųąŻ¼ęįÖC(j©®)ąĄė├Ą─ĶT╝■ŲĘĘNūŅČÓŻ¼ą╬ĀŅūŅÅ═(f©┤)ļsŻ¼ė├┴┐ę▓ūŅ┤¾Ż¼╝sš╝ĶT╝■┐é«a(ch©Żn)┴┐Ą─60%ĪŻŲõ┤╬╩Ūę▒Įė├Ą─õōÕV─Ż║═╣ż│╠ė├Ą─╣▄Ą└ĪŻ
ĶT╝■ĘŪ╝ė╣ż▒Ē├µ║══Ōė^┘|(zh©¼)┴┐ī”(du©¼)ĶT╝■╔╠ŲĘąįŅHėąė░ĒæŻ¼╦³éā░³└©Ż║
ó┼▒Ē├µ░╝═╣Č╚(ØqŽõĪó┐sŽ▌║═ŖA╔░);
óŲ▒Ē├µ╗“ā╚(n©©i)Ū╗ŪÕØŹČ╚(š│╔░Īóš│“═┐┴Žīė”); ÖC(j©®)┤▓ĶT╝■óŪŲĮ├µČ╚Ų½▓Ņ(ĘŪ╝ė╣ż├µŲĘ³▓╗ŲĮ);
ó╚▒Ē├µ┤ų▓┌Č╚;
ó╔▌å└¬ŪÕ╬·Č╚(═╣┼_(t©ói)Īó─ÜūėĄ╚ĮY(ji©”)śŗ(g©░u)å╬į¬Ą─▌å└¬ŪÕ╬·Č╚Ż¼ė├╚Ōč█įu(p©¬ng)Č©)ĪŻÖC(j©®)┤▓ĶT╝■ī”(du©¼)Ž¹╩¦─ŻĄ─ę¬Ū¾Ż║═┐─Żó┼Ż║═┐┴Žę¬Ū¾Ż║▓╔ė├╦«╗∙╩»─½═┐┴ŽŻ¼Ųõ▓©├└Č╚×ķ60-70ų«ķgŻ¼═┐╦óĢr(sh©¬)į┌£ž╩ęā╚(n©©i)Ż¼║µĖ╔Ū░ć└(y©ón)Į¹░ßäė(d©░ng)Ż¼ęįĘ└ų╣ūāą╬óŲ╦ó═┐ę¬Ū¾Ż║═┐┴Žöć░ĶŠ∙ä“Ż¼╦ó═┐Ģr(sh©¬)ć└(y©ón)ųö(j©½n)┬Č░ū.óŪ═┐īė║µĖ╔Ż║═┐┴Ž╣®Ė╔║¾ę¬ėąūŃē“Ą─ÅŖ(qi©óng)Č╚Ż¼į┌50-60ĪµĄ─║µĖ╔24h
ÖC(j©®)┤▓ĶT╝■▀ĆĮą┤▓╔ĒĶT╝■Ż¼ÖC(j©®)┤▓┤▓╔ĒĶT╝■Ż¼┤¾ą═┤▓╔ĒĶT╝■Ż¼ųžą═ÖC(j©®)┤▓ĶT╝■Ż¼²łķT(m©”n)┼┘┤▓╔ĒĶT╝■Ż¼Ž¹╩¦─Ż┤▓╔ĒĶT╝■Ą╚ĪŻ
1)ÖC(j©®)┤▓ĶT╝■ą╬ĀŅ┐╔ęį╩«ĘųÅ═(f©┤)ļsŻ¼ė╚Ųõ┐╔½@Ą├ÖC(j©®)ąĄ╝ė╣żļyęįīŹ(sh©¬)¼F(xi©żn)Ą─Å═(f©┤)ļsā╚(n©©i)Ū╗Ą─▓┐╝■ĪŻ
2)ÖC(j©®)┤▓ĶT╝■Ą─│▀┤ń║═ųž┴┐▓╗╩▄Ž▐ųŲŻ¼┐╔┤¾ĄĮ╩«Äū├ūĪóųž?c©ói)?sh©┤)░┘?l©żi)ŹŻ¼ąĪĄĮÄū║┴├ūĪóÄū┐╦Ī?/p>
3)ÖC(j©®)┤▓ĶT╝■╔·«a(ch©Żn)┼·┴┐▓╗╩▄Ž▐ųŲŻ¼┐╔å╬╝■Īóę▓┐╔┤¾┼·┴┐╔·«a(ch©Żn)ĪŻ
4)│╔▒ŠĄ═┴«Īó╣Ø(ji©”)╝s┘Yį┤ĪŻė╔ė┌ĶT╝■┼c┴Ń╝■Ą─ą╬ĀŅĪó│▀┤ńŽÓĮ³Ż¼ę“┤╦╣Ø(ji©”)╩Ī┴╦▓─┴Ž║═╝ė╣ż╣żĢr(sh©¬)ĪŻė╚Ųõ╩ŪŠ½├▄ĶTįņŻ¼┐╔ų▒ĮėĶT│÷┴Ń╝■Ż¼╩Ū╔┘¤o(w©▓)ŪąŽ„╝ė╣żĄ─ųžę¬░l(f©Ī)š╣ĘĮŽ“ĪŻ
5)ÖC(j©®)┤▓ĶT╝■─═─źąį┼cŽ¹šąį║├ĪŻė╔ė┌ĶTĶFųą╩»─½ėą└¹ė┌ØÖ(r©┤n)╗¼╝░┘Aė═Ż¼╦∙ęį─═─źąį║├ĪŻ═¼śėŻ¼ė╔ė┌╩»─½Ą─┤µį┌Ą─Ž¹šąį?x©▓n)?y©Łu)ė┌õōĪŻ
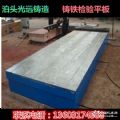
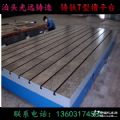
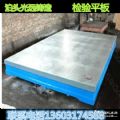
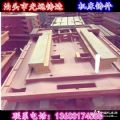
ÖC(j©®)┤▓ĶT╝■├½┼„│▀┤ń1910mm×960mm×1120mmŻ¼ūŅ┤¾▒┌║±25mmŻ¼ūŅąĪ▒┌║±15mmŻ¼ųž┴┐×ķ2100kgŻ¼▓─┘|(zh©¼)×ķHT300Ż¼ī¦(d©Żo)▄ē┤Ń╗.▓╔ė├▀╗Ó½śõ(sh©┤)ų¼╔░įņą═Ż¼15t╣żŅlĖąæ¬(y©®ng)ļŖĀt╚█¤ÆĪŻš█»BŠÄ▌ŗ▒ŠČ╬ą▐Å═(f©┤)ĮķĮB é„Įy(t©»ng)Ą─ćŖ║ĖĪóļŖ╗Ī║Ė╣ż╦ćŻ¼║Ėča(b©│)║¾ęū«a(ch©Żn)╔·┴č╝yŻ¼╣ż╝■ęū╩▄¤ßūāą╬Ż¼╚▌ęū│÷¼F(xi©żn)Č■┤╬ÜŌ┐ūŻ¼║Ėča(b©│)╠ÄĮī┘Ņü╔½┼c─Ė▓─▓Ņ«É┤¾╩ŪŲõ╣▓═¼Ą─╠ž³c(di©Żn)Ż¼▀@ę▓╩Ūé„Įy(t©»ng)║Ėča(b©│)╣ż╦ć▓╗─▄ÅžĄūĮŌøQÖC(j©®)┤▓ĶT╝■╚▒Ž▌ą▐Å═(f©┤)[3]Ą─Ė∙▒ŠįŁę“ĪŻ
Ą½╩Ū,ĶTįņ╔·«a(ch©Żn)ę▓┤µį┌─│ą®▓╗ūŃŻ¼└²╚ń╔░ą═ĶTįņ╔·«a(ch©Żn)╣żą“▌^ČÓŻ¼ėąą®╣ż╦ćļyęį┐žųŲŻ¼ĶT╝■┘|(zh©¼)┴┐▓╗ĘĆ(w©¦n)Č©Ż¼ĘŪŅl┬╩▌^Ė▀;ĶT╝■ĮM┐Ś┤ų┤¾│Ż│÷¼F(xi©żn)┐s┐ūĪó╩Ķ╦╔ĪóÜŌ┐ūĄ╚╚▒Ž▌Ż¼Ųõ┴”īW(xu©”)ąį─▄▓╗╚ń═¼ŅÉ(l©©i)▓─┴ŽÕæ╝■;ĶT╝■▒Ē├µ▌^┤ų▓┌Ż¼│▀┤ńŠ½Č╚▓╗Ė▀;╣ż╚╦Ą─ä┌äė(d©░ng)ÅŖ(qi©óng)Č╚┤¾Ż¼ä┌äė(d©░ng)Śl╝■▓ŅĄ╚ĪŻ
ūóŻ║┬ō(li©ón)ŽĄ╬ęĢr(sh©¬)Ż¼šł(q©½ng)šf(shu©Ł)╩Ūį┌Ī░░┴┴óÖC(j©®)┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ