ĪĪĶTĶFTą═▓█ŲĮ┼_Ż¼ŅÖ├¹╦╝┴xŠ═╩ŪŲĮ┼_Ą─╔Ž▒Ē├µėąTą═▓█Ż¼Tą═▓█Ą─ū„ė├Š═╩Ū┼õ║Ž┬▌╦©║═┬▌ŚUī”╣ż╝■▀Mąą╣╠Č©Ż¼ĘĮ▒Ń║ĖĮė║═čb┼õĄ╚╣żū„Ż¼Tą═▓█Ą─│▀┤ńę¬Ė∙ō■╩╣ė├┬▌╦©Ą─│▀┤ńüĒČ©Ż¼Tą═▓█Ą─│ŻęŖ│▀┤ńį┌ÖCąĄ▓┐ś╦£╩└’ėąįö╝ÜĄ─šf├„Ż¼╬ęÅS╝ė╣żTą═▓█Ą─ĘĮĘ©ę╗░Ń╚ńŽ┬Ż║
ĪĪĪĪ1Īó░┤ššį┌ĶTĶFŲĮ░ÕĄ─Č╦├µ║═╔ŽŲĮ├µęčĮø«ŗ║├Ą─╝ė╣żŠĆšęš²║═čbŖAŲĮ░ÕĪŻ
ĪĪĪĪ2Īóė├Ūą▓█ĄČ┼┘│÷ų▒ĮŪ▓█ĪŻ╚ń╣¹Tą═▓█▌^ąĪ(▓█īÆąĪė┌100mm)Ż¼Ēö▓┐ų▒ĮŪ▓█Š½Č╚ę¬Ū¾▓╗Ė▀Ż¼┐╔į┌ę╗┤╬ū▀ĄČųąŪą│÷Ż¼╩╣ŲõīÆČ╚Ą╚ė┌Tą╬▓█▓█┐┌Ą─īÆČ╚ĪŻ╚ń╣¹Tą╬▓█▌^ąĪ║═▓█┐┌Š½Č╚ę¬Ū¾▌^Ė▀╗“Tą╬▓█▌^┤¾ĢrŻ¼▒žĒÜ┤ų┼┘║═Š½┼┘ā╔┤╬┼┘│÷ų▒ĮŪ▓█ĪŻ
ĪĪĪĪ3Īó┼┘é╚├µū¾ėę░╝▓█ĪŻ╝ė╣żŪ░Ż¼ė├ĶTĶFų▒ĮŪ│▀╗“ĶTĶFĘĮ│▀Öz▓ķÅØŅ^ŪąĄČŪąŽ„╚ą┼cĶTĶFŲĮ░ÕĒö├µ╩Ūʱ┤╣ų▒(į╩įSāAą▒ę╗éĆąĪČ╚ĮŪεŻ¼ę╗░Ń╚Īε=25'~30'Ż¼ęįĄų┐╣ŪąŽ„┐╣┴”╩╣┼┘ĄČĄČŚU«a╔·Ą─ÅØŪ·ÅŚąįūāą╬)Ż¼╚¶▓╗┤╣ų▒Ż¼ätæ¬ųžą┬š{š¹ĄČŠ▀ĄĮ▒ŻūC┤╣ų▒×ķų╣ĪŻ╚╗║¾ė├ÅØŅ^ŪąĄČĘųäe┼┘Ž„ū¾ėęé╚├µĄ─░╝▓█ĪŻ
ĪĪĪĪ4ĪóĄ╣ĮŪĪŻė├ā╔éĆų„Ų½ĮŪŠ∙×ķ45°Ą─╝ŌŅ^┼┘ĄČĄ╣ĮŪĪŻ
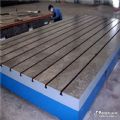
Tą═▓█ŲĮ┼_▓─┘|Ż║Ė▀ÅŖČ╚ĶTĶFHT200-300Ż¼╣żū„├µė▓Č╚×ķHB170-240Ż¼Įø▀^ā╔┤╬╚╦╣ż╠Ä└ĒŻ©╚╦╣ż═╦╗600Č╚--700Č╚║═ūį╚╗Ģrą¦2-3─ĻŻ®╩╣ė├įō«aŲĘĄ─Š½Č╚ĘĆČ©Ż¼─═─źąį─▄║├ĪŻ░┤ć°╝ęś╦£╩ėŗ┴┐ÖzČ©ęÄ│╠ł╠ąąĄ─Š½Č╚Ęųäe×ķ0.1.2.3╦─éĆĄ╚╝ē
ĪĪĪĪTą═▓█ŲĮ┼_╝ė╣żĄ─Ēśą“ĪŻ
ĪĪĪĪĪĪĪĪ1ĪóŽ╚╝ė╣ż╗∙£╩├µ
ĪĪĪĪ┴Ń╝■į┌╝ė╣ż▀^│╠ųąŻ¼ū„×ķČ©╬╗╗∙£╩Ą─▒Ē├µæ¬╩ūŽ╚╝ė╣ż│÷üĒŻ¼ęį▒Ń▒M┐ņ×ķ║¾└m╣żą“Ą─╝ė╣ż╠ß╣®Š½╗∙£╩ĪŻĘQ×ķ“╗∙£╩Ž╚ąą”ĪŻ
ĪĪĪĪ2ĪóäØĘų╝ė╣żļAČ╬
ĪĪĪĪ╝ė╣ż┘|┴┐ę¬Ū¾Ė▀Ą─▒Ē├µŻ¼Č╝äØĘų╝ė╣żļAČ╬Ż¼ę╗░Ń┐╔Ęų×ķ┤ų╝ė╣żĪó░ļŠ½╝ė╣ż║═Š½╝ė╣ż╚²éĆļAČ╬ĪŻų„ę¬╩Ū×ķ┴╦▒ŻūC╝ė╣ż┘|┴┐;ėą└¹ė┌║Ž└Ē╩╣ė├įOéõ;▒Ńė┌░▓┼┼¤ß╠Ä└Ē╣żą“;ęį╝░▒Ńė┌Ģr░l¼F├½┼„╚▒Ž▌Ą╚ĪŻ
ĪĪĪĪ3ĪóŽ╚┐ū║¾├µ
ĪĪĪĪī”ė┌ĘĮŽõ¾wĪóų¦╝▄║═▀BŚUĄ╚┴Ń╝■欎╚╝ė╣żŲĮ├µ║¾╝ė╣ż┐ūĪŻ▀@śėŠ═┐╔ęįęįŲĮ├µČ©╬╗╝ė╣ż┐ūŻ¼▒ŻūCŲĮ├µ║═┐ūĄ─╬╗ų├Š½Č╚Ż¼Č°Ūęī”ŲĮ├µ╔ŽĄ─┐ūĄ─╝ė╣żÄ¦üĒĘĮ▒ŃĪŻ
4Īóų„ę¬▒Ē├µĄ─╣Ōš¹╝ė╣ż(╚ńń±─źĪóčą─źĪóŠ½─źĄ╚)Ż¼æ¬Ę┼į┌╣ż╦ć┬ĘŠĆūŅ║¾ļAČ╬▀MąąŻ¼ęį├Ō╣Ōš¹╝ė╣żĄ─▒Ē├µŻ¼ė╔ė┌╣żą“ķgĄ─▐D▀\║═░▓čbČ°╩▄ĄĮōpé¹ĪŻ
ĪĪĪĪ┬ōŽĄĘĮ╩Į
ĪĪĪĪ▓┤Ņ^╩ąŠ²ą±ÖCąĄįOéõųŲįņėąŽ▐╣½╦Š
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ


![╣®æ¬░³Ó]ĶTĶFŲĮ░Õę╗╝ēŠ½Č╚Öz“×äØŠĆŃT║ĖŲĮ┼_ŃQ╣ż╣żū„ŲĮ┼_ų▒õN╠žār](http://image.machine35.com/previewimage/76512/20151119142616.jpg)