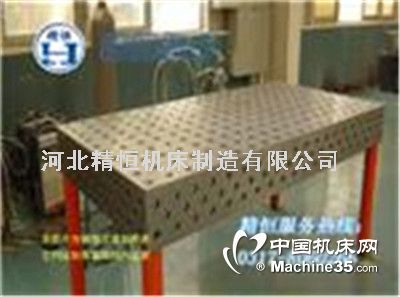
║ĖĮėŲĮ┼_Č╝╩Ū▀xė├Ė▀ÅŖČ╚ĶTĶF╔·«aČ°│╔Ą─Ż¼▀ĆĮø▀^┴╦ā╔┤╬╚╦╣ż║═ūį╚╗Ģrą¦Ą─═╦╗╠Ä└ĒŻ¼▓┼╩╣Ą├║ĖĮėŲĮ┼_Ą─╩╣ė├Š½Č╚║═─═─źąį─▄Ė³║├┴╦ĪŻ║ĖĮėŲĮ┼_║═ĶTĶFŲĮ░ÕĄ─Š½Č╚ę╗śėŻ║Č╝╩Ūć└Ė±░┤ć°╝ęś╦£╩ėŗ┴┐ÖzČ©ęÄ│╠┬─ąąŻ¼Ęųäe×ķ1Īó2Īó3╚²éĆĄ╚╝ēĪŻ
║ĖĮėŲĮ┼_Ą─▓ķ“×▐kĘ©ĘŪ│Ż║åå╬Ż║
ĪĪ1Īó┐╔ęį╩╣ė├║ŽŽ±╦«ŲĮāxÖz£yŻ¼║ĖĮėŲĮ┼_Ą─╣żū„├µ╩Ūʱ▀_ĄĮ╦«ŲĮĄ─ą¦╣¹Ż¼║ĖĮėŲĮ┼_Ą─╣żū„├µę¬ŲĮ╗¼ø]ėą╚╬║╬ė░Ē抽Č╚Ą─╚▒³cĪŻ
ĪĪ2Īó║ĖĮėŲĮ┼_╣żū„├µĄ─╔░┐ū║═┴č╝y▓╗┐╔ęį╠½ČÓŻ¼Ė„Õæįņ═Ō▒Ēæ¬ÅžĄūŪÕ│²ą═╔░Ż¼Ūę═Ō▒ĒŲĮ╠╣Īó═┐ŲßĮYīŹŻ¼Ė„ČÉ▀ģæ¬ą▐ŌgĪŻ ĪĪ
ĪĪ3Īó║ĖĮėŲĮ┼_į┌╩╣ė├ų«Ū░æ¬įōŽ╚▀Mąą▒Ż│ų░▓ĘĆĄ─╚ź┤┼╠Ä└ĒĪŻ
║ĖĮėŲĮ┼_Ą─ĶT╝■├µ░Õ║±Č╚▓╗ęū▀^▒ĪŻ¼▀@╩Ūė╔ā╔éĆę“╦žą╬│╔Ą─Ż║ ĪĪ1.║ĖĮėŲĮ┼_Ą─▀\ė├▐kĘ©Ż¼║ĖĮėŲĮ┼_═¹╬─╔·┴xŠ═╩Ūį┌ŲĮ┼_Ą─╔Ž├µ▀Mąą║ĖĮėū„śIŻ¼▓╗┐╔▒▄├ŌĄ─ę¬▀Mąąō¶┤“Ż¼ō¶┤“Ą─┴”Č╚ą╬│╔į█éā▓╗─▄▀\ė├╠½▒ĪĄ─├µ░ÕĪŻ ĪĪ2Ż¼ ║ĖĮėŲĮ┼_ĶT╝■ÕæįņĄ─▐kĘ©Ż║║ĖĮėŲĮ┼_ĶT╝■▒┌║±▀^▒ĪŻ¼į┌│÷«aĶT╝■ĢrĢ■│÷¼FĶT╝■Ø▓╚▒Ę”║═└õĖ¶Ą╚╚▒³cĪŻ▀@╩Ūė╔ė┌▀^▒ĪĄ─▒┌║±▓╗─▄┤_▒ŻÕæįņ║ŽĮę║Š▀ėąØMūŃĄ─▓┼─▄│õęńĶT ą═ĪŻ═©│Żį┌▒žČ©ÕæįņŚl╝■Ž┬Ż¼├┐ĘNÕæįņ║ŽĮČ╝┤µį┌ę╗éĆ─▄│õęńĶTą═Ą─ūŅąĪ▒┌║±Ż¼╦ūĘQ×ķįōÕæįņ║ŽĮĄ─ūŅąĪ▒┌║±ĪŻęÄäØĶT╝■ĢrŻ¼æ¬╩╣ĶT╝■Ą─ęÄäØ▒┌║±▓╗ąĪė┌ūŅąĪ▒┌║±ĪŻ ▀@ę╗ūŅąĪ▒┌║±┼cÕæįņ║ŽĮę║Ą─┴„äėąįęį╝░ĶT╝■Ą─Ė┼└©│▀Č╚ėąĻPĪŻ
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ