�Ԅ�(d��ng)��(du��)���x���
��(du��)���xҲ�Q�C(j��)��(n��i)��(du��)���x������CNC��(sh��)���C(j��)���е�һ��(g��)��(bi��o)��(zh��n)������������ڵĸ���ʽ��(du��)���x�����ʽ��(du��)���x���l(f��)չ���F(xi��n)�ڱ��^������ʹ�õ��Ԅ�(d��ng)��(du��)���x���F(xi��n)�ڳ��õĞ���|ʽ��(du��)���x����������ʽ��(du��)���x���Ÿ�ʽ��(du��)���x������н��|ʽ��(du��)���x���؏�(f��)��λ����1um��(n��i)��ʹ�É�����600�f�Σ���ָ����̴��a������������(n��i)CNC�����ˆT���ܺ��β����dz�֮�㣬�ڇ���(n��i)��ʹ�÷dz��V����
���|ʽ��(du��)���x���������N��̙C(j��)��(du��)���x����㊙C(j��)��(du��)���x���@���C(j��)��(du��)���x���ӹ�������(du��)���x��܇����(du��)���x��
�ڹ����ļӹ��^���У������bж�������{(di��o)�����o���r(sh��)�g��ռ�ӹ��������ஔ(d��ng)��ı��������е��ߵ��{(di��o)�����M(f��i)�r(sh��)�M(f��i)�����ֲ��ל�(zh��n)�_�����߀��Ҫԇ�С��y(t��ng)Ӌ(j��)�Y�ϱ�����һ��(g��)�����ļӹ������C(j��)��(d��ng)�r(sh��)�g��sֻռ���r(sh��)�g��55%���b�A�͌�(du��)�����o���r(sh��)�gռ45%������(j��)���P(gu��n)�Y�ϼ���(sh��)�`�C������(du��)���x�y(c��)�^�؏�(f��)����1��m��15Ӣ���������P���ֱ����D(zhu��n)�؏�(f��)����5��m�� 18Ӣ�缰�����Ͽ��P�Ĵ�Ҏ(gu��)��(du��)���۵��؏�(f��)�������_(d��)��8��m���@һ���ȿ��ԝM����Ñ�����Ҫ������ԇ�С�
��(du��)���x��ʹ�ã��p���˙C(j��)�����o���r(sh��)�g�������˷����͏UƷ�ʣ�����Ϲ����y(c��)�^һ��ʹ�ã����@����ߙC(j��)��Ч�ʺͼӹ����ȡ�
��(du��)���x�����ã�
1���ڡ�X����Z��Y�S�傀(g��)�����Ϝy(c��)�����a(b��)��?sh��)�ƫ�?
���傀(g��)�������M(j��n)�е�ƫֵ�Ĝy(c��)�����a(b��)����������Ч�������˹���(du��)���a(ch��n)�����`���Ч�ʵ��µĆ��}�������Dz��úηN�������ߣ���A�����桢�ݼy���вۡ��Z��߀��܇�������ϵ�㊡��@����(d��ng)�����ߣ����M(j��n)�й���݆��܇��������r(sh��)�����Ѕ��c�����ĵ����c(di��n)���S�ľ��������ͨ�^�{(di��o)�����a(b��)����ʹ�侫�_��λ�ڹ�������(bi��o)ϵ��ͬһ��Փ�c(di��n)���S�ľ��ϡ���(du��)��(d��ng)���ͻ��D(zhu��n)���ߣ���Ҫ�y(c��)�����a(b��)��?sh��)����L�ȷ����ϵ�ƫ��ֵ�⣬ͬ�r(sh��)߀Ҫ�y(c��)�����a(b��)��?sh��)���ֱ�������ϵ�ƫ��ֵ���������S�ľ��ֽ�ăɂ�(g��)�돽��ƫ��ֵ������t�C(j��)���o���ӹ����ߴ����_�Ĺ����� �ڛ]�а��b��(du��)���x�ęC(j��)���ϣ�ÿ�ѵ��ߵ�ƫ��ֵ���nj�(du��)ÿ�ѵ����M(j��n)���м�(x��)��ԇ�к�(du��)�����ߴ��M(j��n)�Мy(c��)����Ӌ(j��)�㡢�a(b��)�����ֹ���(du��)�����ſɵó����M(f��i)�r(sh��)�M(f��i)�����Բ�С��߀��(hu��)��(b��o)�U��������(d��ng)���Q���ߺ��@�(xi��ng)����߀Ҫ�����M(j��n)�С��������(du��)����ռ�ÙC(j��)���o���r(sh��)�g���L�Ĺ�����(n��i)��֮һ��
ʹ���ˌ�(du��)���x�ęC(j��)������?q��)������܉��Ԅ?d��ng)�O(sh��)�úõ��ߌ�(du��)��������(bi��o)ϵ��ƫ��ֵ���Ķ��Ԅ�(d��ng)����������(bi��o)ϵ�����@�N��r�£��ӹ������о͟o�����á�G50ָ���������������(bi��o)ϵ�ˡ�
2���ӹ��^���е���ĥ�p���Ɠp���Ԅ�(d��ng)�O(ji��n)�y(c��)����(b��o)�����a(b��)��
�ڛ]�а��b��(du��)���x�ęC(j��)�������ĥ�pֵ���a(b��)���Ǻ��韩�ģ���Ҫ���ͣ�C(j��)����(du��)�����ijߴ��M(j��n)���ֹ��y(c��)����߀Ҫ���õ���ĥ�pֵ�ք�(d��ng)�ĵ��a(b��)����(sh��)�����b��(du��)���x���@��(g��)���}�ͺ��ζ��ˣ��e�ǰ��bHPPA�ͻ�HPMA�ͺ���鷽�㡣ǰ�ߣ�ֻҪ����(j��)���ߵ�ĥ�pҎ(gu��)�ɣ�����һ����(sh��)���Ĺ�����ͣ�C(j��)�����Ì�(du��)���x���M(j��n)��һ�錦(du��)�����^�̼��ɣ����ߣ�ֻҪ�ڳ������O(sh��)����ɶ��ق�(g��)�ӹ�ѭ�h(hu��n)���(zh��)��һ���Ԅ�(d��ng)��(du��)����������ɵ��a(b��)������
��(du��)�ڵ����Ɠp��(b��o)����ĥ�p��һ���̶Ⱥ���Q���Ǹ���(j��)�������S��ĥ�p�����O(sh��)��һ��(g��)���T��ֵ����һ����(du��)���x�O(ji��n)�y(c��)�����`��^�T��ֵ�����J(r��n)�鵶�����Ɠp���^�����S��ĥ�pֵ���t�C(j��)���Ԅ�(d��ng)��(b��o)��ͣ�C(j��)��Ȼ��(qi��ng)���M(j��n)�е��ߵĸ��Q��
3���C(j��)����׃������ĵ�ƫֵ׃��(d��ng)�����a(b��)��
�C(j��)���ڹ���ѭ�h(hu��n)�^���У��a(ch��n)���ĸ��N��������(d��o)�C(j��)����׃���e�ǽz�ܵğ����L��ʹ����λ�ðl(f��)����׃������Y(ji��)���Ǽӹ������ijߴ羫�ȕ�(hu��)�ܵ�Ӱ푡��ڙC(j��)���ϰ��b��(du��)���x���������}��ӭ�ж��⡣�o���ǰ��@�N�ɟ�׃�ήa(ch��n)���ĵ���λ��׃����ҕ�鵶�ߵ�ĥ�pֵ��ͨ�^��(du��)���x��y(c��)���@�N����ƫ��ֵ�����ɽ�Q��
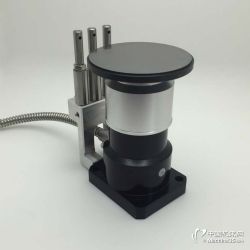
��(du��)���x�Ĺ���ԭ����
��(du��)���x�ĺ��IJ�������һ��(g��)�߾��ȵ��_�P(gu��n)���y(c��)�^����һ��(g��)��Ӳ�ȡ�����ĥ��Ӳ�|(zh��)�Ͻ�����
�w����(du��)��̽ᘣ���һ��(g��)��̖(h��o)��ݔ�ӿ����M�ɣ��������ԣ��������w̽��������c�����M(j��n)�н�
�|����ͨ�^���b�����µē���֧�ΗU�����������߾����_�P(gu��n)���_�P(gu��n)���l(f��)����ͨ������̖(h��o)��ͨ
�^��̖(h��o)��ݔ�ӿ�������ݔ?sh��)?a href="http://www.grlife.cn/channel-7-76/" title="��(sh��)��ϵ�y(t��ng)" target="_blank">��(sh��)��ϵ�y(t��ng)���M(j��n)�е��߷����R(sh��)�e���\(y��n)�㡢�a(b��)������ȡ�ȡ�
��(sh��)�ؙC(j��)���Ĺ���ԭ��Q������(d��ng)�C(j��)�����ظ����\(y��n)��(d��ng)�S�ęC(j��)е�����c(di��n)�����������ǙC(j��)������(bi��o)ϵ��ԓ�����c(di��n)һ������������(du��)�C(j��)�����c(di��n)���ԣ��ڙC(j��)������(bi��o)ϵ���S�ϵĸ���(g��)�\(y��n)��(d��ng)��������˔�(sh��)ֵ�ϵČ�(sh��)�H���x��
��(du��)�ڰ��b�ˌ�(du��)���x�ęC(j��)������(du��)���x���������C(j��)������(bi��o)ϵ���c(di��n)�ĸ�����?q��)��H����(bi��o)ֵ��һ��(g��)�̶�ֵ����Ҫͨ�^����(sh��)�O(sh��)���ķ��������_�_�������ܝM��ʹ�ã���t��(sh��)��ϵ�y(t��ng)���o���ڙC(j��)������(bi��o)ϵ�͌�(du��)���x�̶�����(bi��o)֮�g�M(j��n)���λ�õĔ�(sh��)��(j��)�Q�㡣 ��(d��ng)�C(j��)�������ˡ��C(j��)������(bi��o)ϵ���͡���(du��)���x�̶�����(bi��o)����ͬҎ(gu��)��Č�(du��)���x��(y��ng)�O(sh��)�ò�ͬ�Ĺ̶�����(bi��o)ֵ������(du��)���x�Ĺ���ԭ�����£�
1���C(j��)����ֱ���\(y��n)��(d��ng)�S���ظ��ԵęC(j��)е�����c(di��n)֮�C(j��)������(bi��o)ϵ�͌�(du��)���x�̶�����(bi��o)֮�g������(du��)λ���P(gu��n)ϵ�ͽ������˾��w�Ĕ�(sh��)ֵ��
2����Փ��ʹ���Ԅ�(d��ng)���̿��ƣ�߀���ք�(d��ng)���Ʒ�ʽ������(du��)���x����(d��ng)�Ƅ�(d��ng)���������x����ij��(g��)�S��ʹ���⣨���(d��ng)�����D(zhu��n)���ߵ��⏽���������|��(d��ng)��(du��)���x������̽ᘵČ�(du��)��(y��ng)ƽ�棬��ͨ�^����֧�ΗU�[��(d��ng)�|�l(f��)�˸߾����_�P(gu��n)���������_�P(gu��n)��(hu��)����֪ͨϵ�y(t��ng)�i��ԓ�M(j��n)�o�S���\(y��n)��(d��ng)����?y��n)�?sh��)��ϵ�y(t��ng)�ǰ��@һ��̖(h��o)�����(j��)��̖(h��o)��̎�������Ԅ�(d��ng)���Ŀ��ƕ�(hu��)�O��Ѹ�١���(zh��n)�_��
3�����ڔ�(sh��)�ؙC(j��)��ֱ���M(j��n)�o�S�Ͼ��b���M(j��n)��λ�íh(hu��n)�������}�_���a������(sh��)��ϵ�y(t��ng)��Ҳ��ӛ��ԓ�M(j��n)�o�S��(sh��)�Hλ�õ�Ӌ(j��)��(sh��)�����˕r(sh��)��ϵ�y(t��ng)ֻҪ�x��ԓ�Sֹͣ�Ĝ�(zh��n)�_λ�ã�ͨ�^�C(j��)������(du��)���x����֮�g����(du��)�P(gu��n)ϵ���Ԅ�(d��ng)�Q�㣬���ɴ_��ԓ�S���ߵĵ��⣨��ֱ�����ij�ʼ����ƫ��ֵ�ˡ��Qһ��(g��)�Ƕ��f��������ŵ��C(j��)������(bi��o)ϵ�Ё����������ஔ(d��ng)�ڴ_���˙C(j��)�������c(di��n)���C(j��)������(bi��o)ϵ���c(di��n)�ľ��x���cԓ���ߜy(c��)���c(di��n)���C(j��)������(bi��o)ϵ���c(di��n)�ľ��x������֮�g�Č�(sh��)�Hƫ��ֵ��
4����Փ�ǹ���������a(ch��n)���ĵ���ĥ�p��߀�ǽz�ܟ����L����F(xi��n)�ĵ���׃��(d��ng)����ֻҪ���M(j��n)��һ�Ό�(du��)����������(sh��)��ϵ�y(t��ng)�͕�(hu��)�Ԅ�(d��ng)�ќy(c��)�õ��µĵ���ƫ��ֵ�c���ʼ����ƫ��ֵ�M(j��n)�б��^Ӌ(j��)�㣬������Ҫ�M(j��n)���a(b��)��?sh��)��`��ֵ�Ԅ�(d��ng)�a(b��)�뵶�a(b��)�惦(ch��)�^(q��)�С���(d��ng)Ȼ������Q���µĵ��ߣ��ٌ�(du��)�������M(j��n)�Ќ�(du��)�������@�õ�ƫ��ֵ�͑�(y��ng)ԓ��ԓ�����µij�ʼ����ƫ��ֵ�ˡ�
ע��(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f���ڡ������C(j��)���W(w��ng)���Ͽ����ģ��x�x��