一、 產品簡介:
18系列數控龍門銑床的結構特點:固定式床身、工作臺移動;主軸箱隨溜板上下移動;亦可沿橫梁左右移動實現三軸聯動;配置18.5KW主鏜銑頭。機床主銑頭具有銑削、鏜削、鉆削、锪孔等功能,適用于機械、鋼鐵、能源、汽車、航空航天、兵器、船舶等行業的大、中型零件的加工。配備附件銑頭后可實現工件的一次裝夾,安裝直角銑頭可五面加工,一機多用,提高了工件的。
二.主要技術參數和配置清單如下:
|
序號 |
名稱 |
品牌 |
備注 |
|
1 |
排屑機 |
滄州鹽山 |
雙螺旋+提升機+集屑小車 |
|
2 |
鑄件毛坯 |
HT250 |
經兩次回火處理 |
|
3 |
進給電機 |
三菱原廠 |
X.Y.Z軸扭矩37NM,Z軸帶抱閘。 |
|
4 |
主軸電機 |
三菱原廠 |
18.5千瓦 |
|
5 |
系統 |
三菱M80A |
可銑、鏜、鉆、擴、鉸等功能 |
|
6 |
滄州鹽山 |
工作臺不銹鐵和橫梁風琴式防護,機床全防護。 |
|
|
7 |
絲杠 |
日本THK研磨絲桿 |
X軸6310,Y、Z軸5010,C3級 |
|
8 |
NSK |
等級P4 |
|
|
9 |
貼塑 |
MSK |
臺灣 |
|
10 |
限位 |
絕對編碼器 |
臺灣 |
|
11 |
電器柜加安裝 |
滄州鹽山 |
操作面板分開 |
|
12 |
鑄件粗加工 |
大恒 |
二次回火 |
|
13 |
主軸箱導軌磨淬火 |
大恒 |
淬火硬度HRC48以上。 |
|
14 |
裝配 |
大恒 |
裝配溫度10攝氏度以上 |
|
15 |
潤滑泵 |
億安 |
帶分油泵 |
|
16 |
墊鐵和螺栓 |
大恒 |
每臺一套 |
|
17 |
主軸 |
健椿 |
BT50,外徑190 |
|
18 |
氣動元件 |
SNS |
浙江神馳 |
|
19 |
同步帶輪 |
健椿 |
臺灣 |
|
20 |
安裝調試 |
大恒 |
需方現場 |
|
21 |
平衡配重 |
無錫德月 |
氮氣 |
|
22 |
機床結構圖 |
大恒 |
提供機床結構圖、做為驗收依據,按照精度驗收表驗收、提供地基圖 |
|
序號 |
項目 |
主要參數 |
|
|
1 |
X軸行程 |
mm |
2500 |
|
2 |
Y軸行程 |
mm |
1800 |
|
3 |
Z軸行程 |
mm |
800 |
|
4 |
龍門跨距 |
mm |
1800 |
|
5 |
主軸端面至工作臺距離 |
mm |
150-950 |
|
6 |
工作臺面積(寬*長) |
mm |
1500*2500 |
|
7 |
最大承重 |
T |
8 |
|
8 |
T型槽數量 |
No. |
9 |
|
9 |
T型槽尺寸/間距 |
mm |
22/160 |
|
10 |
進給驅動方式 |
|
聯軸器直連 |
|
11 |
主軸轉速 |
rpm |
6000 |
|
12 |
主電機功率 |
kW |
18.5KW |
|
13 |
主軸扭矩 |
N.m |
140 |
|
14 |
主軸錐度及規格 |
|
ISO7:24NO50 |
|
15 |
拉刀方式 |
|
自動 |
|
16 |
主軸直徑 |
mm |
190 |
|
17 |
X、Y、Z快移速度 |
m/min |
10/10/7 |
|
18 |
X、Y、Z伺服電機功率 |
kW |
4.5/4.5/4.5 |
|
19 |
X、Y、Z伺服電機扭矩 |
N.m |
37/37/37 |
|
20 |
X、Y、Z伺服電機轉速 |
rpm |
3000 |
|
21 |
X、Y、Z軸絲杠直徑 |
mm |
Φ63/Φ50/Φ50 |
|
22 |
進給速度 |
mm/min |
6000 |
|
23 |
最小步進當量 |
mm |
0.001 |
|
標準配置 |
|||
|
序號 |
明細 |
序號 |
明細 |
|
1 |
數控系統:三菱(配手輪) |
7 |
清潔氣槍 |
|
2 |
主軸皮帶輪傳動 |
8 |
導軌防護 |
|
3 |
主軸油冷系統帶油冷機 |
9 |
三色燈 |
|
4 |
自動潤滑系統 |
10 |
絲杠日本THK |
|
5 |
外冷系統(水冷) |
11 |
變壓器 |
|
6 |
Z軸氮氣平衡系統 |
|
|
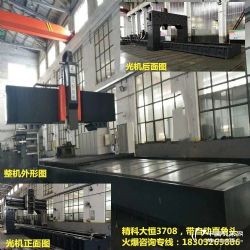
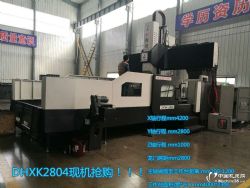
二、 機床主要結構特點:(機床框架圖)
1. X軸:工作臺沿固定床身導軌縱向往復運動。
X軸傳動:采用交流伺服電機傳動滾珠絲杠傳動,帶動工作臺運動,實現X軸直線運動。
導軌形式:臺灣上銀兩條63型滾柱直線導軌,每條安裝3個滑塊。
2. Y軸:銑頭溜板沿橫梁導軌往復運動。
Y軸傳動:采用交流伺服電機傳動滾珠絲杠傳動。
導軌形式:臺灣上銀兩條55型滾柱直線導軌。
3、Z軸:銑頭滑枕沿溜板導軌垂直往復經給運動。
Z軸傳動:采用交流變頻電機通過滾珠絲杠帶動主軸箱上下進給運動,并加雙杠配重
導軌形式:T型滑枕。
4、銑頭:主銑頭采用18.5KW三菱原廠電機,最高轉速可達6000轉。
5、大件:機床大件包括床身、工作臺、立柱、、橫梁、銑頭溜板、銑頭滑枕、銑頭。
機床大件均采用樹脂砂造型、高強度優質鑄鐵件。大件毛坯經熱時效處理粗加工二次回火,以消除內應力;粗加工后進行充分的時效處理,以消除加工殘余應力;精加工在數控龍門鏜銑床上采用自由裝夾的方式進行高速輕切削,使機床具有良好的剛性和精度保持性。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!