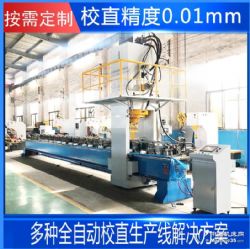
啟動設備,進入校直模式
自動上下料放置于校直工裝上,選擇對應的工件校直程序。
按下自動運行按鈕,開始自動校直流程
浮動夾持機構在氣動推力下夾緊工件。
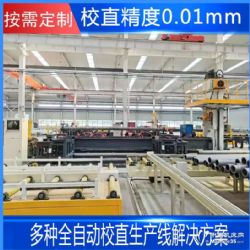
伺服電機驅動工件旋轉,測量控制系統實時采集兩個基準測量點及校直測量點的
位移傳感器數據。
多測量點模式下,控制系統根據獲取的各個校直點跳動數據,自動尋找校直點
工件旋轉電機驅動工件旋轉至校直位置高點朝上位置,等待校直。定位過程中,可實現正反轉控 制,就近停止高點。
控制系統根據工件彎曲量計算校直量,并驅動伺服電機進行校直。
一次校直完成,壓頭就近回到離工件表面較近位置,方便下一次快速完成校直工作。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!