ļxą─ĶTįņ▄ł▌ü╣ż╦ćļxą─ĶTįņÖC(j©®)
Tel:13810487345╝╝ąg(sh©┤)ū╔įā å╠╣ż
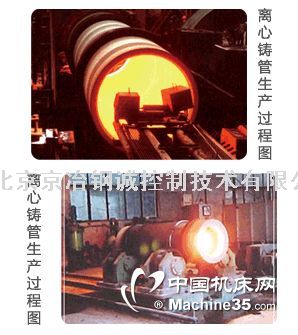
ļxą─ĶTįņĖ▀╦┘õō▄ł▌ü╣ż╦ć╩ŪųĖ└¹ė├ļxą─ÖC(j©®)Ø▓ūóĘ©ĶTįņ│╔ą═Ė▀╦┘õō▄ł▌üŻ¼ėą┴ó╩Įļxą─ÖC(j©®)Ø▓ĶTĘ©Īó┼P╩Įļxą─ÖC(j©®)Ø▓ĶTĘ©║═āAą▒╩Įļxą─ÖC(j©®)Ø▓ĶTĘ©3ĘNĪŻĖ▀╦┘õōÅ═(f©┤)║Ž▄ł▌ü╩ŪųĖ▄ł▌ü▓╔ė├╚²īėĮY(ji©”)śŗ(g©░u)Ż¼╝┤═ŌīėĖ▀╦┘õōĪó▀^Č╚īė╩»─½õōĪóąŠ▓┐Ū“─½ĶTĶFĪŻ
ę▒¤ÆĢrŻ¼═ŌīėĖ▀╦┘õōį┌ųąŅlĀtųą╚█¤ÆŻ¼▀xė├ā×(y©Łu)┘|(zh©¼)║ŽĮ┴Ž║═õōĶF┴Ž▀M(j©¼n)ąą╚█¤ÆĪŻNbĪóWĪóVĶFŽ╚ŲŲ╦ķį┘╚ļĀtĪŻĘųā╔┤╬ę▒¤ÆŻ¼Ą┌ę╗┤╬╝ė95%Ż¼Ą┌Č■┤╬╠Ē╝ėėÓ┴ŽŻ¼▓ó▀M(j©¼n)ąą╬óš{(di©żo)ĪŻ│÷õōĢr░³Ąū╝ė╚ļūā┘|(zh©¼)ä®ūā┘|(zh©¼)Ż¼ęį╝Ü(x©¼)╗»╗∙¾w║═╠╝╗»╬’ĪŻųąķgīė▓─┴Ž║═ąŠ▓┐▓─┴Žį┌╣żŅlĀtę▒¤ÆŻ¼╠žäe╩ŪąŠ▓┐▓─┴ŽŪ“─½ĶTĶFĶF╦«į┌│÷ĀtĢrŻ¼į┌░¹ā╚(n©©i)╝ė╚ļ▀m┴┐Ą─Ū“╗»ä®║═įąė²ä®▀M(j©¼n)ąąŪ“╗»Īóįąė²╠Ä└ĒŻ¼ęį▒ŻūC▄ł▌ü▌üŅiĄ─┴”īW(xu©”)ąį─▄ĪŻ
Ø▓ūóĢrŻ¼Ø▓ūó═ŌīėĖ▀╦┘õōõō╦«Ģræ¬(y©®ng)▀xō±▌^┤¾Ą─ųž┴”ŽĄöĄ(sh©┤)Ż¼═¼Ģr▌ü─Ż£žČ╚æ¬(y©®ng)▒M┴┐Ą═Ż¼õō╦«Ą─Ø▓ūó£žČ╚ę▓▒M┐╔─▄Ą═ĪŻĄ╚õō╦«į┌ą²▐D(zhu©Żn)Ą─▌ü─Żųą─²╣╠║¾Ż¼į┘Ø▓ūóųąķgīėĮī┘ę║ĪŻųąķgīė─²╣╠║¾═ŻÖC(j©®)Ż¼║ŽŽõØ▓╚ļąŠ▓┐ĶF╦«ĪŻØ▓ūóųą┐╔▓╔ė├▓Ż┴¦▒Żūo(h©┤)į³ĪŻ
║¾└m(x©┤)¤ß╠Ä└ĒųąŻ¼▓╔ė├ćŖņF┤Ń╗Ż¼ęį┤_▒Ż▄ł▌üĄ─ė▓Č╚Ż¼┤Ń╗└õģs║¾▓╔╚Ī400Īµęį╔ŽĄ─╗ž╗£žČ╚Ż¼ęį┐žųŲĮM┐ŚųąĄ─ģó┼cŖW╩Ž¾w┴┐║═æ¬(y©®ng)┴”ĪŻ═¼ĢrūóęŌė╔ė┌ąŠ▓┐Ū“─½ĶTĶF╚█³c(di©Żn)▌^Ą═Ż¼Ė▀╦┘õō▄ł▌üĄ─š²╗£žČ╚æ¬(y©®ng)┐žųŲį┌980-1100ĪµĪŻ
ć°ā╚(n©©i)▄ł▌ü╣½╦ŠšŲ╬šįō╝╝ąg(sh©┤)║¾Ż¼ŲõĶTįņĖ▀╦┘õōÅ═(f©┤)║Ž▄ł▌ü▒╗æ¬(y©®ng)ė├ė┌╔·«a(ch©Żn)ųąĪŻė├ė┌ŠĆĪó░¶▓─▄łÖC(j©®)│╔ŲĘŪ░Ą─▄łÖC(j©®)Īó│╔ŲĘÖC(j©®)╝▄Ż¼å╬▓█▄łųŲ┴┐╩ŪŪ“ĶF▄ł▌üĄ─5▒Čęį╔ŽŻ╗ė├ė┌│╔ŲĘ╝▄▄łųŲĦ└▀õōĮŅ╩ŪŻ¼å╬▓█▄łųŲ┴┐╩ŪŪ“ĶF▄ł▌üĄ─3▒Čęį╔ŽŻ╗ė├ė┌ŅA(y©┤)ŪąĘųÖC(j©®)╝▄ĢrŻ¼å╬▓█▄łųŲ┴┐╩ŪŪ“ĶF▄ł▌üĄ─4▒Čęį╔ŽĪŻ═¼Ģr£p╔┘┴╦ōQ▌ü┤╬öĄ(sh©┤)Ż¼čėķL┴╦▄łųŲĢrķgŻ¼ĮĄĄ═┴╦│╔▒ŠŻ¼╠ßĖ▀┴╦▄ł▓─▒Ē├µ┘|(zh©¼)┴┐Ż¼į÷╝ė┴╦«a(ch©Żn)ŲĘ╩ął÷ĖéĀÄ┴”Ż¼═╗│÷┴╦ĶTįņĖ▀╦┘õōÅ═(f©┤)║Ž▄ł▌üĄ─ā×(y©Łu)ä▌ĪŻ▒▒Š®Š®ę▒õōš\īŻśI(y©©)╠ß╣®ļxą─ĶTįņÖC(j©®)Ż¼ąį─▄ā×(y©Łu)įĮŻ¼┘|(zh©¼)┴┐┐╔┐┐Ż¼į┌╚½ć°½@Ą├┴╦║▄║├Ą─╔·«a(ch©Żn)ą¦╣¹Ż¼×ķÅV┤¾┐═æ¶Ą─ārųĄīŹ(sh©¬)¼F(xi©żn)▒Čį÷ŻĪšłų┬ļŖå╠╣żū╔įā13810487345 010-64676973▐D(zhu©Żn)618
WTMļxą─ĶTįņ┐žųŲŽĄĮy(t©»ng)
ļxą─ĶTįņ┐žųŲŽĄĮy(t©»ng),╩Ūßśī”ļxą─ĶTįņ╔·«a(ch©Żn)▀^│╠ķ_░l(f©Ī),Š▀ėąūįäė┐ž£žĪóūįäėš{(di©żo)╦┘Īóūįäė═Ż▄ćĪó▀^│╠ėøõøĄ╚╗∙▒Š╣”─▄Ą─ūįäė╗»┐žųŲŽĄĮy(t©»ng)ĪŻ
Ė∙ō■(j©┤)ų„ļŖÖC(j©®)ĘNŅÉ▓╗═¼╗“š▀“ī(q©▒)äėå╬į¬▓╗═¼Ż¼│Żė├ęÄ(gu©®)Ė±Ęų×ķĮ╗┴„ūāŅlš{(di©żo)╦┘ŽĄ┴ą╗“š▀ų▒┴„š{(di©żo)╦┘ŽĄ┴ąĪŻ ▒ŠŽĄĮy(t©»ng)▀mė├ė┌ļxą─▄ł▌üŻ¼ļxą─ĶT╣▄Ż¼Ėū╠ūŻ¼▌S│ąų¦ō╬Ą╚Ą─ūįäė╗»╔·«a(ch©Żn)ųŲįņ▀^│╠ĪŻĖ∙ō■(j©┤)▀m┼õįO(sh©©)éõ▓╗═¼Ż¼Ęų×ķ╚²éĆŽĄ┴ąŻ║
WTM-HC10 ┼P╩Įļxą─ĶTįņŽĄĮy(t©»ng)ĪŻ
WTM-VC10 ┴ó╩Įļxą─ĶTįņŽĄĮy(t©»ng)ĪŻ
WTM-HV10 Å═(f©┤)║Žļxą─ĶTįņŽĄ
ūóŻ║┬ō(li©ón)ŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC(j©®)┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ