ļxą─ĶTįņ▄ł▌ü╣ż╦ćļxą─ĶTįņÖC
Tel:13810487345╝╝ągū╔įā å╠╣ż
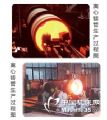
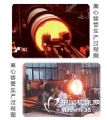
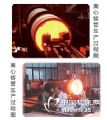
ļxą─ĶTįņĖ▀╦┘õō▄ł▌ü╣ż╦ć╩ŪųĖ└¹ė├ļxą─ÖCØ▓ūóĘ©ĶTįņ│╔ą═Ė▀╦┘õō▄ł▌üŻ¼ėą┴ó╩Įļxą─ÖCØ▓ĶTĘ©Īó┼P╩Įļxą─ÖCØ▓ĶTĘ©║═āAą▒╩Įļxą─ÖCØ▓ĶTĘ©3ĘNĪŻĖ▀╦┘õōÅ═║Ž▄ł▌ü╩ŪųĖ▄ł▌ü▓╔ė├╚²īėĮYśŗŻ¼╝┤═ŌīėĖ▀╦┘õōĪó▀^Č╚īė╩»─½õōĪóąŠ▓┐Ū“─½ĶTĶFĪŻ
ę▒¤ÆĢrŻ¼═ŌīėĖ▀╦┘õōį┌ųąŅlĀtųą╚█¤ÆŻ¼▀xė├ā×┘|║ŽĮ┴Ž║═õōĶF┴Ž▀Mąą╚█¤ÆĪŻNbĪóWĪóVĶFŽ╚ŲŲ╦ķį┘╚ļĀtĪŻĘųā╔┤╬ę▒¤ÆŻ¼Ą┌ę╗┤╬╝ė95%Ż¼Ą┌Č■┤╬╠Ē╝ėėÓ┴ŽŻ¼▓ó▀Mąą╬óš{ĪŻ│÷õōĢr░³Ąū╝ė╚ļūā┘|ä®ūā┘|Ż¼ęį╝Ü╗»╗∙¾w║═╠╝╗»╬’ĪŻųąķgīė▓─┴Ž║═ąŠ▓┐▓─┴Žį┌╣żŅlĀtę▒¤ÆŻ¼╠žäe╩ŪąŠ▓┐▓─┴ŽŪ“─½ĶTĶFĶF╦«į┌│÷ĀtĢrŻ¼į┌░¹ā╚╝ė╚ļ▀m┴┐Ą─Ū“╗»ä®║═įąė²ä®▀MąąŪ“╗»Īóįąė²╠Ä└ĒŻ¼ęį▒ŻūC▄ł▌ü▌üŅiĄ─┴”īWąį─▄ĪŻ
Ø▓ūóĢrŻ¼Ø▓ūó═ŌīėĖ▀╦┘õōõō╦«Ģræ¬▀xō±▌^┤¾Ą─ųž┴”ŽĄöĄŻ¼═¼Ģr▌ü─Ż£žČ╚æ¬▒M┴┐Ą═Ż¼õō╦«Ą─Ø▓ūó£žČ╚ę▓▒M┐╔─▄Ą═ĪŻĄ╚õō╦«į┌ą²▐DĄ─▌ü─Żųą─²╣╠║¾Ż¼į┘Ø▓ūóųąķgīėĮī┘ę║ĪŻųąķgīė─²╣╠║¾═ŻÖCŻ¼║ŽŽõØ▓╚ļąŠ▓┐ĶF╦«ĪŻØ▓ūóųą┐╔▓╔ė├▓Ż┴¦▒Żūoį³ĪŻ
║¾└m¤ß╠Ä└ĒųąŻ¼▓╔ė├ćŖņF┤Ń╗Ż¼ęį┤_▒Ż▄ł▌üĄ─ė▓Č╚Ż¼┤Ń╗└õģs║¾▓╔╚Ī400Īµęį╔ŽĄ─╗ž╗£žČ╚Ż¼ęį┐žųŲĮM┐ŚųąĄ─ģó┼cŖW╩Ž¾w┴┐║═æ¬┴”ĪŻ═¼ĢrūóęŌė╔ė┌ąŠ▓┐Ū“─½ĶTĶF╚█³c▌^Ą═Ż¼Ė▀╦┘õō▄ł▌üĄ─š²╗£žČ╚æ¬┐žųŲį┌980-1100ĪµĪŻ
ć°ā╚▄ł▌ü╣½╦ŠšŲ╬šįō╝╝ąg║¾Ż¼ŲõĶTįņĖ▀╦┘õōÅ═║Ž▄ł▌ü▒╗æ¬ė├ė┌╔·«aųąĪŻė├ė┌ŠĆĪó░¶▓─▄łÖC│╔ŲĘŪ░Ą─▄łÖCĪó│╔ŲĘÖC╝▄Ż¼å╬▓█▄łųŲ┴┐╩ŪŪ“ĶF▄ł▌üĄ─5▒Čęį╔ŽŻ╗ė├ė┌│╔ŲĘ╝▄▄łųŲĦ└▀õōĮŅ╩ŪŻ¼å╬▓█▄łųŲ┴┐╩ŪŪ“ĶF▄ł▌üĄ─3▒Čęį╔ŽŻ╗ė├ė┌ŅAŪąĘųÖC╝▄ĢrŻ¼å╬▓█▄łųŲ┴┐╩ŪŪ“ĶF▄ł▌üĄ─4▒Čęį╔ŽĪŻ═¼Ģr£p╔┘┴╦ōQ▌ü┤╬öĄŻ¼čėķL┴╦▄łųŲĢrķgŻ¼ĮĄĄ═┴╦│╔▒ŠŻ¼╠ßĖ▀┴╦▄ł▓─▒Ē├µ┘|┴┐Ż¼į÷╝ė┴╦«aŲĘ╩ął÷ĖéĀÄ┴”Ż¼═╗│÷┴╦ĶTįņĖ▀╦┘õōÅ═║Ž▄ł▌üĄ─ā×ä▌ĪŻ▒▒Š®Š®ę▒õōš\īŻśI╠ß╣®ļxą─ĶTįņÖCŻ¼ąį─▄ā×įĮŻ¼┘|┴┐┐╔┐┐Ż¼į┌╚½ć°½@Ą├┴╦║▄║├Ą─╔·«aą¦╣¹
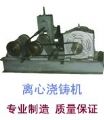
ļxą─ĶTįņÖC «aŲĘĮķĮB
ļxą─ĶTįņÖCŻ¼ę▒ĮąąśI╩╣ė├Ż¼ų„ę¬æ¬ė├ė┌▄ł▌üĪó▌üŁhĪóõō╣▄Ą╚Ą─ĶTįņ▀^│╠ĪŻ
─┐Ū░┐═æ¶ūŅ│Ż▀xō±Ą─«aŲĘ×ķŻ║═ą▌åą═┼P╩Įļxą─Ø▓ĶTÖCŻ©ęįŽ┬║åĘQļxą─ÖCŻ®Ż¼ų„ę¬ė╔ų„ÖCĪóļŖ┐žŽĄĮyĪóØ▓ūóŽĄĮy║═Ę└ūošųĄ╚ĮM│╔ĪŻ┐╔į┌ŽÓæ¬Ą─ęÄĖ±ĘČć·ā╚ļxą─Ø▓ĶT╔·«aĖ„ĘNĶT▌üĪó▌üŁhĪóĶT╣▄Ą╚«aŲĘŻ¼ØMūŃ▓╗═¼ų▒ÅĮĪó▓╗═¼ķLČ╚Īó▓╗═¼▓─┘|Ą╚Ą─╔·«a╣ż╦ćę¬Ū¾ĪŻ
Ė∙ō■┐═æ¶╠ß│÷Ą─▓╗═¼╝╝ągųĖś╦Ż¼╬ęéā┐╔╠ß╣®Ą─ļxą─ÖC«aŲĘęÄĖ±ĘČć·×ķŻ║▄ł▌üų▒ÅĮĘČć·┐╔ęįū÷ĄĮ200mm-2200mmŻ¼▌ü╔ĒķLČ╚ĘČć·×ķ300-5000mmŻ¼▄ł▌üćŹ╬╗┐╔▀_80ćŹĪŻ
╬ęéā┐╔╠ß╣®Ą─«aŲĘŅÉą═Ż║┼P╩Įļxą─Ø▓ĶTÖCĪó┴ó╩Įļxą─Ø▓ĶTÖCĪóÅ═║Žļxą─ÖCĪó╚½ūįäėöĄ┐žļxą─ÖCĄ─š¹ÖC╗“ļŖ┐žŽĄĮyĪŻ═Ų╦]╩ū▀xĄ─ļŖÜŌ┼õų├×ķūāŅlš{╦┘ą═Ż¼Ųõ┤╬╩Ūų▒┴„š{╦┘ą═Ż╗ūŅ╝č╣”─▄Ą─«aŲĘ×ķ╚½ūįäėöĄ┐žļxą─ÖCŻ╗ļŖÜŌ┼õ╠ūĄ─╣”┬╩ļSęÄĖ±ŽÓ欚{š¹Ż¼┐╔ęį▀_ĄĮ300Ū¦═▀ĪŻ
╣½╦ŠŠ▀ėąīŻśIĄ─╝╝ąg╚╦åTŻ¼×ķ─·╠ß╣®Å─įOėŗĪó╔·«aųŲįņ╝░░▓čbš{įćę╗šŠ╩Į╚½ĘĮ╬╗Ą─Ę■䚯¼ūī─·Ą─╔·«aĖ³╝ė░▓╚½Īó▒ŃĮ▌Ż╗«aŲĘ┘|┴┐Ė³╝ė┐╔┐┐Ż╗«aŲĘŠ▀ėąĖ³Ė▀Ą─╝╝ąg║¼┴┐ĪóŠ▀ėąĖ³ÅŖĄ─╩ął÷ĖéĀÄ┴”ĪŻ«aŲĘęčį┌▒▒Š®ĪóĮŁ╠KĪó╠Ų╔ĮĪó╔Į¢|Īó╩»╝ęŪfĄ╚ĄžĄ─▒ŖČÓŲ¾śIųą═Č╚ļīŹļH╔·«a╩╣ė├Ż¼ąį─▄░▓╚½┐╔┐┐ĪŻ
ļxą─ĶTįņ┐žųŲŽĄĮy«aŲĘ▀xą═
ó┘Ż║WTMŻ¼«aŲĘŲĘ┼ŲÜwī┘ś╦ūRĪŻ
ó┌Ż║┐šĖ±▒Ē╩Š▓╗▀xō±┐žųŲŽĄĮyŻ╗HC×ķ┼P╩Įļxą─ÖC┐žųŲŽĄĮyŻ╗VC×ķ┴ó╩Įļxą─ÖC┐žųŲŽĄĮyŻ╗HV×ķÅ═║Žļxą─┐žųŲŽĄĮyĪŻ
ó█Ż║į┌▀xō±HCŻ¼VC╗“š▀HVĄ──Ż╩ĮŽ┬Ż¼10×ķ«aŲĘ░µ▒Šą“┴ą╠¢ĪŻ
ó▄Ż║F×ķūāŅl┐žųŲ╣±ŽĄĮyŻ╗D×ķų▒┴„š{╦┘ŽĄĮyŻ╗S×ķĮ╗┴„╦┼Ę■“īäėŲ„š{╦┘Ż╗H×ķę║ē║“īäė±R▀_š{╦┘ĪŻ
ó▌Ż║ļŖÖC╣”┬╩Ż¼å╬╬╗KW;╣®▀xō±Ą─ļŖÖCęÄĖ±╚ńŽ┬▒Ē╦∙╩ŠĪŻ
ó▐Ż║ļŖÖCśOöĄŻ¼┐╔ęį▀xō±ĘČć·Ż║4Ż¼6Ż¼ 8Ż¼10Ż¼12ĪŻ4śO-Ņ~Č©1500▐D/ĘųŻ¼6śO- Ņ~Č©1000▐D/ĘųŻ¼8śO-Ņ~Č©750▐D/ĘųŻ¼10śO-Ņ~Č©500▐D/ĘųŻ¼12śO-Ņ~Č©375▐D/ĘųĪŻ
ó▀Ż║▀xō±D▒Ē╩Š“īäėŲ„╩¦ņ`Ą─Šo╝▒ŪķørŽ┬Ż¼╚╦╣żŪąōQĄĮÅŖ┴”Ė╔ŅA─Ż╩ĮŻ¼┐╔ęį╩╣ļŖÖCį┌öMČ©╦┘Č╚Ž┬▀B└m╣żū„ĪŻ┐šĖ±╗“š▀▓╗▀xät▒Ē╩Š▓╗ėĶ▀xō±įō╣”─▄ĪŻ
óÓŻ║B▒Ē╩ŠųŲäėŻ¼▓╗▀x▒Ē╩Š▓╗ąĶę¬╝ėčbųŲäė╣”─▄ĪŻ
ó߯║į┌▀xō±BŻ©ųŲäėŻ®Śl╝■Ž┬Ż¼╣®▀xā╚╚▌1,2ĪŻ 1▒Ē╩Š▀xčb1╠ūųŲäėå╬į¬Ż¼2▒Ē╩Š▀xčbļp╠ūųŲäėå╬į¬Ż¼▀xō±ļpųŲäė┐╔ęį½@Ą├Ė³Ė▀▒ŻšŽĄ─ųŲäėą¦╣¹
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ