
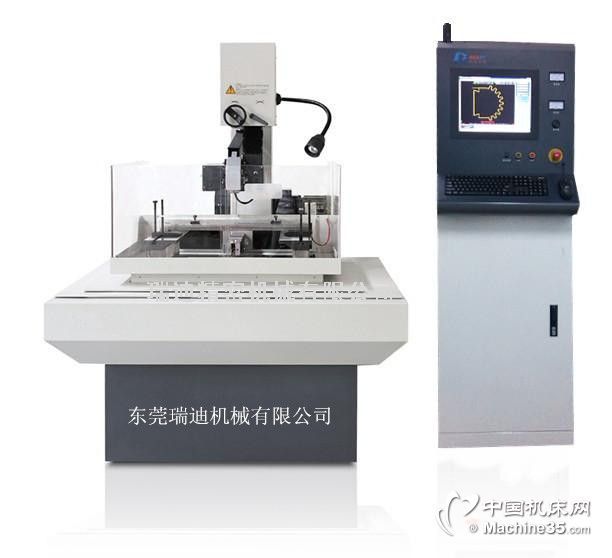
RD320 / RD400 Š½├▄╚½ķ]Łhą═Ė▀Č╦öĄ┐žļŖ╗╗©ŠĆŪąĖŅÖC┤▓
Ī± Š½├▄╣Ō¢┼Ę┤üŻ¼šµš²īŹ¼F┬▌ŠÓčaāö
Ī± ┐╔▀x┼õĮ╗┴„╦┼Ę■ļŖÖC“īäė
īŹ¼FÅ─╝ė╣ż▀^│╠ĄĮ╝ė╣ż─®Č╦Ą─Š½├▄Ę┤üčaāö
ę╗Īó╝╝ągŚl╝■Ż║
|
ą“╠¢ |
ęÄĖ± |
ąį─▄Īóū„ė├ |
|
1 |
╣żū„┼_ąą│╠Ż©X▌SĪóY▌SŻ®Ż©®LŻ® |
400×320 / 500×400 |
|
2 |
╣żū„┼_│▀┤ńŻ║750×500Ż©®LŻ® 880×570Ż©®LŻ® |
Ī±╝ė┤¾╣żū„┼_├µŻ¼▀mė├ė┌ųąĪóąĪą═─ŻŠ▀║═┴Ń╝■Ą─╝ė╣żĪŻčbŖAĘĮ▒ŃĪŻ |
|
3 |
ŪąĖŅÕFČ╚ |
0°- 6° |
|
4 |
ÕFČ╚Ż©UĪóVŻ®ąą│╠,15Ż©®LŻ® |
Ī±┐╔īŹ¼FÕFČ╚╝ė╣żŪęŠ½Č╚Ė▀ |
|
5 |
ūŅ┤¾ŪąĖŅ║±Č╚Ż©®LŻ® |
400 |
|
6 |
ūŅ┤¾│ąųž┴┐Ż©®KŻ® |
320 400 |
|
7 |
ūŅ╝č▒Ē├µ┤ų▓┌Č╚Ż©μmŻ® |
R©╗≤0.8 ĖŅę╗ą▐Č■ |
|
8 |
ūŅ┤¾ŪąĖŅ╦┘Č╚mm2/min |
≥80 – 180Ż©ūó;║ŽĮõō≥120Ż¼ūŽŃ~≥110Ż¼ õX║ŽĮ≥200Ż¼Ōü║ŽĮ≥120Ż®Ż©┐ņū▀Įzą═≥120mm2/minŻ® |
|
9 |
╝ė╣żŠ½Č╚Ż©®LŻ® |
≤0.005 ¦Č10Īó20║±Ģr░╦ĘĮ╗“łAĪŻā×ė┌ć°ś╦Ż¼ĮėĮ³┬²ū▀Įz |
|
10 |
╣żū„┼_ūŅąĪęŲäė«ö┴┐Ż©®LŻ® |
0.001 |
|
11 |
ļŖśOĮzų▒ÅĮŻ©®LŻ® |
Īė0.10 -Īė0.25 |
|
12 |
ÖC┤▓┐éųž┴┐Ż©®KŻ® |
1600 / 1800 |
|
13 |
ÖC┤▓═Ōą╬│▀┤ńŻ©®LŻ® |
1600×1200×1500 / 1700×1400×1600 |
|
14 |
╝ė╣żĘÕųĄļŖ┴„(A) |
6 (ūó;╝ė╣żĘÕųĄļŖ┴„ 45 – 65) |
|
15 |
╣żū„ļŖē║Ż©VŻ® |
110 |
|
16 |
├}ø_īÆČ╚¤o╝ē▀B└m┐╔š{(µŻ¾) |
1- 256 |
|
17 |
├}ø_ķgĖ¶¤o╝ē▀B└m┐╔š{ |
1:2ŻŁ1:9 Ż©├}īÆ : ├}ķgŻ® |
|
18 |
ļŖį┤╣żū„ļŖē║ |
(380Vac±10®ć 50HŻ·) |
|
19 |
ÖC┤▓╣”┬╩ |
≤3KVA |
|
20 |
ļŖŲ„┐žųŲ╣±┐éųž┴┐Ż©®KŻ® |
300 |
|
21 |
ļŖŲ„┐žųŲ╣±═Ōą╬│▀┤ńŻ©®LŻ® |
650×800×1950 |
|
22 |
Ī± ╣żū„┼_▓╔ė├Ė▀Š½Č╚ØLäėī¦▄ēĖ▒╗“┼_×│╔ŽŃyų▒ŠĆī¦▄ē, Ī± Š½├▄P3┬▌─ĖØLųķĮzĖ▄Ė▒ |
┐╔īŹ¼FĖ▀ņ`├¶ąįĄ─é„äėŠ½Č╚║═╝ė╣żŠ½Č╚ĪŻš¹ÖC┘|┴┐ĘĆČ©ąį║├ĪŻ |
|
23 |
Ī± ī¦▌å▌S│ą┼õčb├ŌŠSūoØÖ╗¼ų¼ŽĄĮy |
čėķLī¦▌å▌S│ąŠ½Č╚╩╣ė├Ų┌ĪŻ |
|
24 |
ęŲäė╩ĮļpŚl░Õ╣żū„┼_ų¦╝▄ŖAŠ▀ |
ėą└¹ė┌╣ż╝■čbŖA,£p╔┘╣”║─ĪŻ |
|
25 |
Ī± ÖC┤▓▀\äė▓╔ė├ØÖ╗¼ų¼ØÖ╗¼ŽĄĮy |
▒Ż│ųÖCąĄ▀\äėŲĄĮ│õĘųĄ─ØÖ╗¼,Ė³║├Ą─▒Ż│ųÖC┤▓Š½Č╚ĪŻ |
|
26 |
Ī± ū▀ĮzŽĄĮy▓╔ė├║ŃÅł┴”ÖCśŗ |
╠ßĖ▀╝ė╣żRaųĄ▒Ē├µĄ─┤ų▓┌Č╚ĪŻ |
|
27 |
Ž╚▀MĄ─Ą═īÆ┤▓╔ĒĪóCą═ŠĆ╝▄ĮYśŗŻ¼įņą═ą┬ĘfĪóĘĆČ©┐╔┐┐,▓╔ė├ā×┘|ĶTĶFŻ¼┤▓╔Ē║±Īóäéąį║├Īó▓╗ęūūāą╬ĪóįOėŗ║Ž└ĒĪóŁh▒ŻĪó╣Ø─▄ĪŻ |
ėąą¦┐žųŲ╣żū„┼_žō║╔ī”ÖC┤▓▀\äėŠ½Č╚Ą─ė░Ēæ, ū▀ĮzĖ³ĘĆČ©Ż¼Åł┴”║ŃČ©Ż¼ĮzōpĖ³Ą═Ż╗ ╝╝ągĄ╚╝ēĖ³Ė▀ĪóęūŠSūo▒ŻBĪŻ |
|
28 |
Ī± ╣żū„┼_▀\äė▓╔ė├Į╗┴„╦┼Ę■ļŖÖC“īäėĘĮ╩Į║═Ž╚▀MĄ─¤oūĶ─ßĘ└ūošųĪŻ |
¤oĒÜĘ┤Ž“ķgŽČčaāöŻ╗Ę└ų╣ÖC┤▓┼└ąą |
|
39 |
ū▀Įzčbų├Ż║┘AĮz═▓▓╔ė├ūāŅlš{╦┘╝╝ągĪŻ┐╔Ė∙ō■ÖC┤▓▓┘ū„╔ŽĮz║═▓╗═¼║±Č╚Ą─╣ż╝■,ūįų„ņ`╗ŅĄž▀xō±Įz╦┘ĪŻ |
|
|
30 |
Ī± Ė▀ąį─▄Īó┤¾╣”┬╩├}ø_ļŖį┤Ż╗┐╔īŹ¼FĖ▀ą¦┬╩Īó┤¾║±Č╚╝ė╣żŻ¼▓ó┐╔Ė▀ą¦ŪąĖŅĖ„ŅÉ─ŻŠ▀õōĪóõX▓─ĪóŃ~▓─ĪóõX║ŽĮĪóŌü║ŽĮŻ¼ė▓┘|║ŽĮĪó│¼ė▓▓─┴ŽĪóī¦ļŖ╠š┤╔Īó│¼ī¦¤ß▓─┴ŽĪŻ Ī± ¤oŚl╝y╝ė╣ż╝╝ągŻ╗╩╣RaųĄ▒Ē├µ┤ų▓┌Č╚ėąą¦╠ßĖ▀ĪŻ |
|
|
31 |
Ī± ÕFČ╚ĮYśŗŻ║ 1) ōuö[╩Į╦─▀BŚU┤¾ÕFČ╚ĮYśŗŻ©┤¾ÕFČ╚ą═Ż®, 2) Š½├▄ŲĮęŲ╩ĮąĪÕFČ╚ĮYśŗŻ©Ųš═©ą═Ż®, |
ÕFČ╚ŪąĖŅĢr╔ŽŽ┬ī¦▌å═¼▓Įōuö[Ż¼╩╣ŃfĮz┼cī¦▌å╩╝ĮK╠Äė┌┤╣ų▒ĀŅæBŻ¼▒ŻūC┴╦╝ė╣żŠ½Č╚║═╣ŌØŹČ╚Ż╗ÕFČ╚ŪąĖŅĄ─╝ė╣żŠ½Č╚╩Ū─┐Ū░ć°ā╚ūŅĖ▀Ą─Ż╗┐╔īŹ¼F╦─▌S┬ōäėĪóĄ╚ÕF¾wĪó╚╬ęŌūāÕF¾wĪó╔ŽŽ┬«Éą═╝ė╣żĪŻ |
|
32 |
Ī±Ī±ūįų„čą░lĄ─╚½ķ]ŁhūįäėŠÄ│╠┐žųŲŽĄĮyŻ║ ą┬CYPHERFLOWŽĄĮyĄ─═©ė├╣”─▄Ą─╗∙ĄA╔ŽĮŌøQ┴╦ļŖ╝ė╣ż▀^│╠ųąķ]Łhė▓╝■║═ŽĄĮyļyęįŲź┼õĄ─╝╝ągļyŅ}Ż¼īŹ¼Fšµš²╚½ķ]Łh╝ė╣żŻ¼Š½Č╚śO┤¾╠ßĖ▀ĪŻ l ╚½├µų¦│ųG┤·┤aĪóM┤·┤a╝░║ĻųĖ┴ŅŻ¼2D╗“3DłDą╬’@╩Š l ╩╣ė├Auto CADłDą╬╬─╝■ūįäė╔·│╔NC│╠ą“Ą─╣”─▄ l ╩╣ė├Ąõą═ą╬ĀŅ─ŻēK┐ņ╦┘╔·│╔NC│╠ą“ l ą▒Č╚║═ūāĮž├µŪąĖŅ╣”─▄║═│╠ą“ūįäė╔·│╔╣”─▄ l ╝ė╣ż▀^│╠Ą─ŅA▀\ąąĪó╝ė╣ż▀^│╠Ą─łDą╬─ŻöM▀\ąą l īŻ╝ꎥĮyŻ║ l ░┤šš▓╗═¼╣ż╝■▓─┴Žūįäė╔·│╔ČÓ┤╬ŪąĖŅĄ─│╠ą“ l ░┤šš▓╗═¼╣ż╝■Ė▀Č╚ūįäė╔·│╔ČÓ┤╬ŪąĖŅĄ─│╠ą“ l ░┤šš▓╗═¼▒Ē├µ┤ų▓┌Č╚ę¬Ū¾ūįäė╔·│╔ČÓ┤╬ŪąĖŅĄ─│╠ą“ l ░┤šš▓╗═¼ļŖśOĮzų▒ÅĮūįäė╔·│╔ČÓ┤╬ŪąĖŅĄ─│╠ą“Ą─ķgŽČčaāö┴┐ l ═╣░╝─ŻŪąŽ„ĘĮŽ“║═čaāöĘĮŽ“Ą─ūįäė╔·│╔ l ČÓ┤╬ŪąĖŅ═╣─ŻĢrŅA┴¶Č╬Ą─ūįäė╔·│╔║═å╬┤╬╗“ČÓ┤╬ĖŅČ╬│╠ą“Ą─ūįäė╔·│╔ l ųĖ┴Ņš{ė├╝ė╣żŚl╝■║═┐žųŲĖ▀Ņl├}ø_ļŖį┤ģóöĄ╣”─▄ l ūįäė┐žųŲ▀\Įz╦┘Č╚║═╝ė╣ż▀^│╠Ą─Įz╦┘į┌ŠĆą▐Ė─ą“ l ūįäėļŖśOĮzų▒ÅĮōp║─čaāö l ūįäėŪÕĮŪ╣”─▄ l ╚½ķ]ŁhŻ©╗“░ļķ]ŁhŻ®Ą─═ŽäėŽĄĮyŻ¼śO┤¾Ąž╠ßĖ▀┴╦ÖC┤▓Š½Č╚ l ▓╔ė├0 .001mm Ą─ų▒ŠĆ╣Ō¢┼│▀ū„×ķ╬╗ų├Ę┤üį¬╝■ l ŽĄĮyĖ∙ō■ų▒Įėūx╚ĪĄ─Ę┤üöĄō■īŹ¼F╚½▀^│╠Ą─╬╗ų├┐žųŲ l ÖC┤▓┬▌ŠÓĖ▀├▄Č╚ų³cčaāö┼cĘ┤Ž“ķgŽČčaāöČ©┴xĘĮ╩Į l ╝ė╣ż│╠ą“▌ö╚ļĘĮ╩Į l Įń├µŠÄ▌ŗ l īŻ╝ꎥĮyūįäė╔·│╔ l USB ▌ö╚ļ l LAN╗“Internet ▌ö╚ļ l │¼┤¾ęÄ─ŻNC│╠ą“▀\ąą┐šķg l M(šū)╝ēNC│╠ą“╬─╝■┤¾ąĪ l 100éĆū°ś╦ŽĄĄ─į┌ŠĆČ©┴x┼cŪąōQ l 1000ĮM╝ė╣żģóöĄĄ─į┌ŠĆČ©┴x┼cŪąōQ l 1000éĆūā┴┐Č©┴x l ¤oŽ▐ųŲūė│╠ą“ŪČ╠ū┼c▀fÜwš{ė├ l ¤oŽ▐ųŲ═Ō▓┐╬─╝■ŪČ╠ūš{ė├ l ╝ė╣ż▀^│╠Ą─2D╗“3DĄ─į┌ŠĆłDą╬’@╩Š l ╝ė╣żļŖį┤ĀŅæBĄ─īŹĢr▓╔╝»┼cĮń├µ’@╩Š l ╝ė╣ż▀^│╠Ą─ķgŽČ▓©ą╬╗“ķgŽČŲĮŠ∙ļŖē║Ą─Ų┴─╗łDą╬’@╩Š l ╝ė╣ż▀^│╠į┌ŠĆĖ³Ė─╝ė╣żģóöĄ l ČÓ╚╬äš╣”─▄ų¦│ų╝ė╣ż▀^│╠į┌ŠĆ▀MąąŲõ╦¹╝ė╣ż│╠ą“Ą─ŠÄ▌ŗ║═▌ö╚ļ l ╝ė╣ż│╠ą“īŹĢrŲäė/Ģ║═Ż/└^└m/ĮKų╣ l ╝ė╣żųąų╣ĢrĄ─¼Fł÷▒Ż┤µ┼c¼Fł÷╗ųÅ═ l öÓļŖ¼Fł÷▒Ż┤µ┼c¼Fł÷╗ųÅ═ l │╠ą“Ą╣ū▀╣”─▄ l ū°ś╦▌SńRŽ±┼c╗źōQ l ÖCąĄū°ś╦ŽĄĄ─Į©┴ó║═ū°ś╦▌SĄ─┬▌ŠÓčaāö║═Ę┤Ž“čaāö l ļŖśOĮzūįäėČ©╬╗ l Įėė|Ėąų¬³c l Ū╗¾wųąą─ l ═Ōą╬Č©ą─ l ĮŪ▓┐Č©ą─ l ╚²³cČ©łAą─ l ś╦£╩µI▒P║═╩ų┐ž║ąčbų├ |
|
|
33 |
ÖC┤▓ļŖŲ„ĪóĖ▀ŅlļŖį┤ĪóöĄ┐žŽĄĮyŻ║ ▓╔ė├Ž╚▀MĄ──ŻēK╗»įOėŗŻ║ÖC┤▓ļŖŲ„ĪóĖ▀ŅlļŖį┤ĪóöĄ┐žŽĄĮyŻ¼┐ŲīWš¹║ŽĪŻš¹ÖCĮYśŗŠo£ÉŻ¼▓╝Šų║Ž└ĒŻ¼┐╣Ė╔ö_ąįÅŖŻ¼┐╔┐┐ąį║├Ż¼Łh▒ŻĪó╣Ø─▄ĪóĘ¹║Ž╚╦ÖC╣ż│╠īWęÄĘČŻ¼ÅŖš{ęū╚╦ąį╗»ś╦£╩ĪŻ |
|
|
34 |
│÷ÅSŪ░įOéõÖz“×┤ļ╩®Ż║ŽĄĮy┐žųŲ░Õ╣ż╦ćŻ║ ╚½▓┐Ų„╝■ć└Ė±└Ž╗»║Y▀xĪŻØMžō║╔ 40ĪµŻ¼▀B└m100ąĪĢrĪŻø_ō¶žō║╔ 50ĪµŻ¼▀B└m100ąĪĢrĪŻ |
|
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ
![╚½ķ]Łhųąū▀Įz](http://image.machine35.com/previewimage/72883/2014128144927.jpg)














