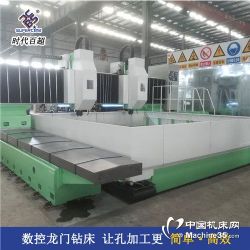
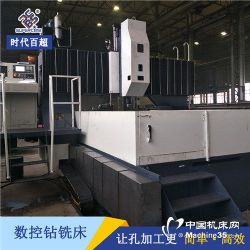
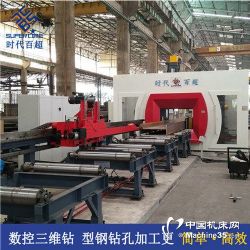
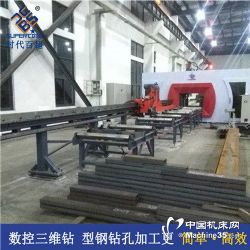
SWZ1000/3A型三維數控鉆床生產線
準高速三維鉆床
SWZ1000/3A型三維數控鉆床生產線,由SWZ1000/3A型三維數控鉆床主機、料道、橫向料臺及送料小車組合而成,配備電氣控制系統,可廣泛用于建筑、橋梁、電站鍋爐、立體車庫、海洋石油井平臺、塔桅等鋼結構行業,尤其適合鋼結構中H型鋼、槽鋼加工,具有精度高、操作方便等特點,是鋼結構制造業中質量保證的必不可少的高效設備。
SWZ1000/3A 加工最大H型鋼尺寸:150*80—1000*500
技術參數:
|
參 數 名 稱 |
單 位 |
參 數 值 |
備注 |
|
|
工 件 范 圍 |
H型鋼 |
mm |
150x80~1000x500 |
|
|
U型鋼 |
mm |
150x80~1000x300 |
|
|
|
箱型梁 |
mm |
150x80~1000x300 |
|
|
|
厚 度 |
mm |
≤50 |
|
|
|
長 度 |
m |
標準配置15 |
依客戶配置 |
|
|
短料限制 |
mm |
自動加工≥3000 |
|
|
|
鉆削 動力 箱 |
數 量 |
個 |
3 |
|
|
鉆孔范圍 |
mm |
¢5~¢36 |
|
|
|
主軸轉速 |
r/min |
30~2000 |
|
|
|
主軸錐孔 |
|
M4 |
|
|
|
主軸電機功率 |
KW |
3×7.5 |
|
|
|
數控軸 |
數量 |
個 |
7 |
|
|
固定側、移動側及中間進給軸伺服電機功率 |
KW |
3×2.0 |
|
|
|
固定側、移動側及中間定位軸伺服電機功率 |
KW |
3×2.0 |
|
|
|
三個定位數控軸移動速度 |
m/min |
0~10 |
|
|
|
三個進給數控軸移動速度 |
m/min |
0~5 |
|
|
|
寬度檢測行程 |
mm |
850 |
|
|
|
高度檢測行程 |
mm |
420 |
|
|
|
送料 小車 |
送料小車伺服電機功率 |
KW |
5.0 |
|
|
最大送料速度 |
m/min |
20 |
|
|
|
最大送料重量 |
t |
10 |
|
|
|
進出 料道 |
可通過工件長度 |
|
根據客戶要求定 |
|
|
可通過工件最大寬度 |
mm |
1000 |
|
|
|
噴霧冷卻系統 |
噴嘴數量 |
個 |
3 |
|
|
壓縮空氣壓力 |
Mpa |
0.5 |
|
|
|
主機外形尺寸(長x寬X高) |
m |
約5.5×1.6×3.4 |
|
|
|
主機重量 |
Kg |
約15000 |
|
|
機床特點:
1、高速三維鉆床主要有床身、數控滑臺(3個)、鉆削主軸箱(3個)、側壓緊裝置、小車送料機構、氣霧冷卻系統、液壓系統、數控系統、鐵屑車等幾部分組成。
2、該機床采用床身固定,工件移動式結構,床身是由足夠強度的鋼板焊接而成的,這種結構的三維鉆適合于中型H型鋼的加工,便于連續生產,自動化程度高。
機床共有3個數控滑臺,分別是固定側數控滑臺、移動側數控滑臺和上單元數控滑臺。三個滑臺結構類似,都由溜板和滑臺座以及伺服驅動系統組成。
3、機床共有7個數控軸,每個滑臺為一個數控軸,即固定側、移動側滑臺各自的上下移動方向數控軸,上單元滑臺水平移動方向數控軸,每個數控軸均采用精密直線滾動導軌導向,AC伺服電機+滾珠絲杠驅動,可以保證其定位精度。
4、機床共有3個鉆削主軸箱,即上單元、固定側、移動側鉆削主軸箱,分別裝在3個數控滑臺上,進行水平方向和垂直方向的鉆孔。每個鉆削主軸箱既可單獨運行,又可同時完成鉆孔作業,大大提高了效率。每個鉆削主軸箱進給運動均是采用精密直線滾動導軌導向,AC伺服電機+滾珠絲杠驅動,可以保證其鉆孔的穩定性。鉆削主軸箱的主軸上備有扁尾莫氏錐柄模塊,定位精度高,互換鉆頭方便快捷。各鉆削主軸箱的主軸轉速是由變頻器無級調節。
5、工件送進為第7個數控軸,采用數控小車送料的方式來確保鉆孔的縱向位置精度。
6、機床鉆孔時采用氣霧冷卻,即通過空氣+高壓水來實現的,其優點是冷卻液用量少,節省成本、環保 、減少鉆頭的磨損等等。而其柔性噴嘴又裝在主軸箱上,可方便的調整噴嘴的噴霧位置,使其始終處于鉆孔端面附近之鉆頭表面。
7、該機床的控制系統由計算機、PLC控制系統、光電編碼器等構成。只需輸入工件尺寸,自動生成加工程序,可以按件號隨時存儲、調用、顯示和通訊,可實現CAD/CAM直接轉換,從而省去了編程和輸入的繁瑣操作。自動生成加工程序,真正做到了設備的無紙化加工。此外,本機床既可實現各加工參數單獨的手動調整控制,又可實現全過程的自動控制加工。
8、為了確保機床的可靠性和耐久性,本機床使用的直線滾動導軌、伺服電機、伺服放大器、液壓元件等,均采用國際知名品牌。
9、數控三維鉆床可與帶鋸機、鎖口銑組合成鋼結構二次數控成套加工設備的整套加工生產線。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!