日本進口小笠原滾刀中國代理:
日本進口小笠原標準齒輪:
AAA級高精度滾刀,銑刀,刨齒刀,標準齒輪,漸開線栓規/環規,成形齒輪用模仁,電極及電鑄成形。
我們以優質的技術與服務提供給廣大齒輪用戶,希望聯系我們。謝謝!
切齒工具
齒輪是廣闊的被視為照其形狀來表現出其機械。特別是小形齒輪益加被要求正確傳達回轉、耐久性與嚙合時的聲音等的高精度化。在對應這要求,必須使用高精度而且又安定的切齒工具是不可缺少的。我以制作小形齒輪用工具制造廠的第一者的自負和榮譽來供給大家。
小形齒輪用滾刀
滾刀(HOB)和銑刀(CUTTER)的材質
本社所使用的工具材質有高速鋼“E”和硬質合金。“E”彩有絕佳的熱硬度和耐磨耗性,從一般材料到難削材,甚至高硬度材(HRC 30°~38°)為止,很廣范圍的被削材都能使用,其切削性能深受好評。硬質合金是以K種、P種、Z種為主體,根據客戶的被削材及切削條件來選用適用的材質。
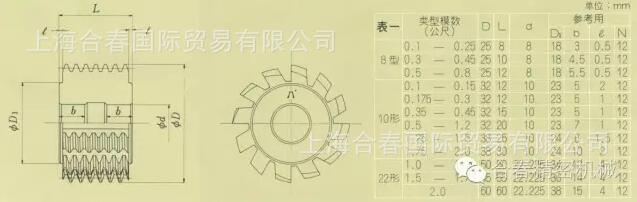
滾刀(HOB)和銑刀(CUTTER)的形狀尺寸
小形滾刀如表一所示,特殊規格的也能制作,請附詳細尺寸。
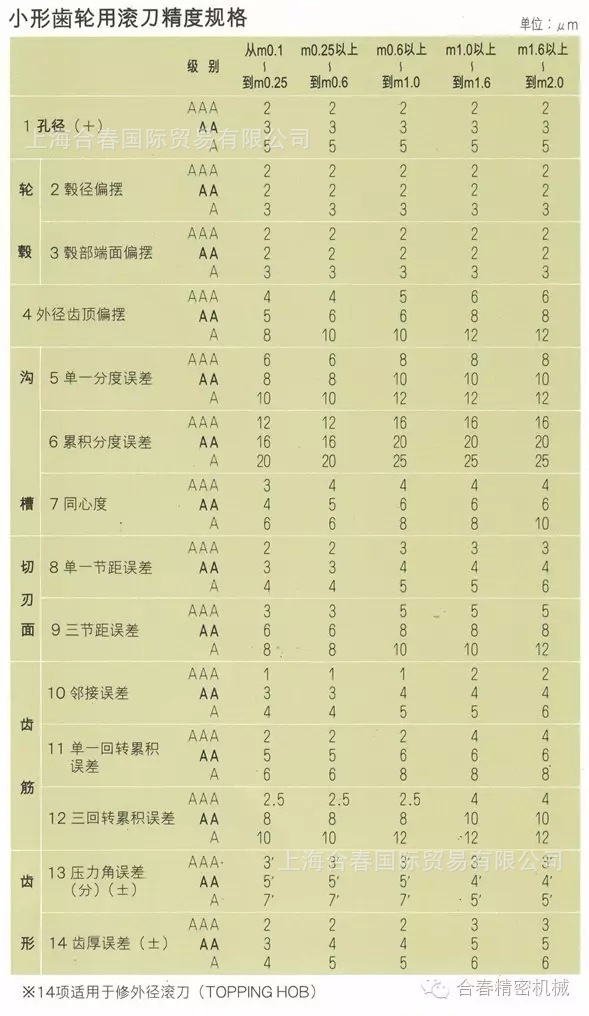
AAA級高精度滾刀
能正確傳達回轉角的齒輪和無噪音的齒輪,是最高精度的特別要求。相對最容易,也是經濟的方法,是提高滾刀的精度。本社的AAA級滾刀,即是結合此目的而作出的制品,此精度在世界上是無與倫比。
表面處理強化滾刀
高速鋼制切齒工具的表面作圖層,能延伸工具壽命,本社鑒于小形滾刀的產品特性,獲得專門涂層廠的協力,根據被削材及切削條件等的不同,分別使用不同種類的處理方法,一直都在進行研究。然而為了安心使用,充分考慮處理后的尺寸變化,本社采行系統化的精度管理。本社制造的高速鋼工具全部都能表面處理。
小形齒輪用滾刀和銑刀的主要制品
1.漸開線滾刀
2.擺線滾刀
3.漸開線栓槽滾刀
4.直齒栓槽滾刀
5.漸開線鋸齒滾刀
6.直齒鋸齒滾刀
7.膠卷(FILM)鏈輪滾刀
8.鏈條(CHAIN)鏈輪滾刀
9.蝸輪滾刀
10.斜齒輪滾刀
11.定位滾刀
12.單刀
13.定位加工刀
14.綜合型齒條刀
刨齒刀
本社擁有高精度標準齒輪制造技術和小形滾刀及刀具的技能知識做基礎而開發出刨齒刀。主要是使用在無法用滾刀滾出的部分齒輪和內齒輪的加工切齒。
特征
1.由本社獨自做法,修外徑(TOPPING)和倒角(SEMI-TOPPING)形式的刨齒刀,很經濟的供給出來。
2.由于采用TOPPING和SEMI-TOPPING的關系,齒輪的尺寸管理變的容易,另因齒輪齒頂角不會產生毛邊,可以減少偏差和降低成本。
3.重磨刀刃會比重磨滾刀容易,而且不會損壞精度。
4.因為多次制造產生的齒輪外廓多邊偏差會比用滾刀來的小,因此,用刨齒刀加工出的齒輪運作起來會比滾刀生產出的齒輪來的平順。
制作范圍
模數 M2.0或以下
形狀尺寸依指定制作
材質
材質以滾刀和刀具制作用且證明切削性能優越的高速鋼“E”為主體,特別對飛機用零件難削材及高硬度材(HRC 35°~ 42°)的切削也提供硬質合金制的刨齒刀。
標準齒輪(正齒輪和斜齒輪)
標準齒輪是作為小形齒輪綜合檢查不可或缺的測定基準。
請和本社所開發出的高精度萬能齒輪嚙合試驗機配合使用。
標準尺寸
外徑約50mm * 孔徑10mm * 厚度8mm
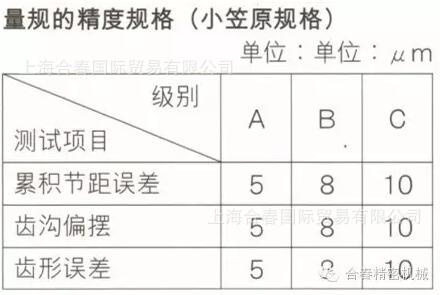
標準精度(PRE級時)
臨接嚙合誤差 0.0025mmMAX
全嚙合誤差 0.0050mmMAX
制作范圍
模數 0.15 ~ 1.25
(M00級:0.4 ~ 1.5)
但上記以外的形狀尺寸也有精度(M00級,M0級)的,要訂貨時,請先洽詢。
漸開線栓規/環規
漸開線栓規及環規是在汽車和飛機業領頭使用,致使各方材頻繁使用。其目的是結合行進軸動力傳達和孔徑,確實提升品質管理容易,主要是使用量測來達到確認的效果。
GO(通)或NO-GO(止)栓規
GO(通)或NO-GO(止)環規
環規用斜刃標準齒輪
制作范圍
模數 M2.0或以下
材質
合金工具鋼HRC 58°~ 63°
成形齒輪用模仁
齒輪用模仁
現在射出成形齒輪的精度提高被重視。對這要求,衍生出高精度小形齒輪加工技術,不依賴放電加工的獨特的制法為基礎的高精度齒輪用模仁。
特征
1.經修面粗度好因此壽命長。
2.修正和特殊齒形的也有高精度。
3.使用合金工具鋼制造,硬度是HRC 58°~ 63°的硬度。
制作范圍
模數 M2.0或以下
電極及電鑄成形
從齒輪加工用工具到高精度齒輪為止的加工技術衍生的獨自理論為基礎,設計制作出高精度高品質的電極及電鑄MASTER。
制作范圍
模數M2.0或以下的齒輪及螺絲。





注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!