
小模數(shù)滾刀領(lǐng)導(dǎo)者,高精密滾刀,AAA-上海合春廣東辦事處為小模數(shù)齒輪行業(yè)服務(wù)!
進(jìn)口日本小笠原滾刀中國代理:
小模數(shù)滾刀行業(yè)的領(lǐng)頭者,專用機(jī)器人諧波用滾刀
AAA級高精度滾刀,銑刀,刨齒刀,標(biāo)準(zhǔn)齒輪,漸開線栓規(guī)/環(huán)規(guī),成形齒輪用模仁,電極及電鑄成形,小笠原標(biāo)準(zhǔn)齒輪。
我們以優(yōu)質(zhì)的技術(shù)與服務(wù)提供給廣大齒輪用戶,希望聯(lián)系我們。謝謝!
切齒工具
齒輪是廣闊的被視為照其形狀來表現(xiàn)出其機(jī)械。特別是小形齒輪益加被要求正確傳達(dá)回轉(zhuǎn)、耐久性與嚙合時的聲音等的高精度化。在對應(yīng)這要求,必須使用高精度而且又安定的切齒工具是不可缺少的。我以制作小形齒輪用工具制造廠的第一者的自負(fù)和榮譽(yù)來供給大家。
小形齒輪用滾刀
滾刀(HOB)和銑刀(CUTTER)的材質(zhì)
本社所使用的工具材質(zhì)有高速鋼“E”和硬質(zhì)合金。“E”彩有絕佳的熱硬度和耐磨耗性,從一般材料到難削材,甚至高硬度材(HRC 30°~38°)為止,很廣范圍的被削材都能使用,其切削性能深受好評。硬質(zhì)合金是以K種、P種、Z種為主體,根據(jù)客戶的被削材及切削條件來選用適用的材質(zhì)。
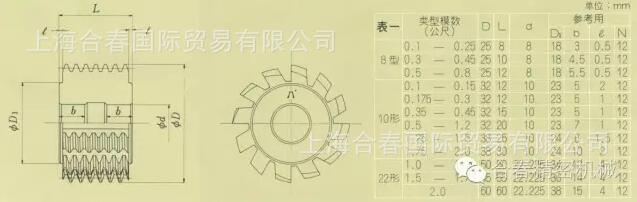
滾刀(HOB)和銑刀(CUTTER)的形狀尺寸
小形滾刀如表一所示,特殊規(guī)格的也能制作,請附詳細(xì)尺寸。
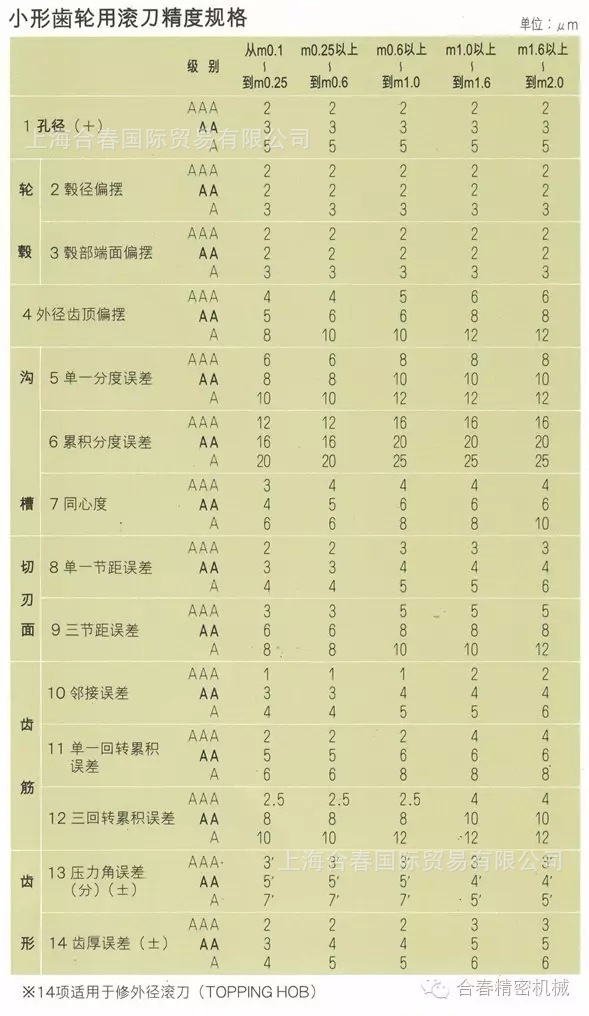
AAA級高精度滾刀
能正確傳達(dá)回轉(zhuǎn)角的齒輪和無噪音的齒輪,是最高精度的特別要求。相對最容易,也是經(jīng)濟(jì)的方法,是提高滾刀的精度。本社的AAA級滾刀,即是結(jié)合此目的而作出的制品,此精度在世界上是無與倫比。
表面處理強(qiáng)化滾刀
高速鋼制切齒工具的表面作圖層,能延伸工具壽命,本社鑒于小形滾刀的產(chǎn)品特性,獲得專門涂層廠的協(xié)力,根據(jù)被削材及切削條件等的不同,分別使用不同種類的處理方法,一直都在進(jìn)行研究。然而為了安心使用,充分考慮處理后的尺寸變化,本社采行系統(tǒng)化的精度管理。本社制造的高速鋼工具全部都能表面處理。
小形齒輪用滾刀和銑刀的主要制品
1.漸開線滾刀
2.擺線滾刀
3.漸開線栓槽滾刀
4.直齒栓槽滾刀
5.漸開線鋸齒滾刀
6.直齒鋸齒滾刀
7.膠卷(FILM)鏈輪滾刀
8.鏈條(CHAIN)鏈輪滾刀
9.蝸輪滾刀
10.斜齒輪滾刀
11.定位滾刀
12.單刀
13.定位加工刀
14.綜合型齒條刀
刨齒刀
本社擁有高精度標(biāo)準(zhǔn)齒輪制造技術(shù)和小形滾刀及刀具的技能知識做基礎(chǔ)而開發(fā)出刨齒刀。主要是使用在無法用滾刀滾出的部分齒輪和內(nèi)齒輪的加工切齒。
特征
1.由本社獨自做法,修外徑(TOPPING)和倒角(SEMI-TOPPING)形式的刨齒刀,很經(jīng)濟(jì)的供給出來。
2.由于采用TOPPING和SEMI-TOPPING的關(guān)系,齒輪的尺寸管理變的容易,另因齒輪齒頂角不會產(chǎn)生毛邊,可以減少偏差和降低成本。
3.重磨刀刃會比重磨滾刀容易,而且不會損壞精度。
4.因為多次制造產(chǎn)生的齒輪外廓多邊偏差會比用滾刀來的小,因此,用刨齒刀加工出的齒輪運(yùn)作起來會比滾刀生產(chǎn)出的齒輪來的平順。
制作范圍
模數(shù) M2.0或以下
形狀尺寸依指定制作
材質(zhì)
材質(zhì)以滾刀和刀具制作用且證明切削性能優(yōu)越的高速鋼“E”為主體,特別對飛機(jī)用零件難削材及高硬度材(HRC 35°~ 42°)的切削也提供硬質(zhì)合金制的刨齒刀。
標(biāo)準(zhǔn)齒輪(正齒輪和斜齒輪)
標(biāo)準(zhǔn)齒輪是作為小形齒輪綜合檢查不可或缺的測定基準(zhǔn)。
請和本社所開發(fā)出的高精度萬能齒輪嚙合試驗機(jī)配合使用。
標(biāo)準(zhǔn)尺寸
外徑約50mm * 孔徑10mm * 厚度8mm
標(biāo)準(zhǔn)精度(PRE級時)
臨接嚙合誤差 0.0025mmMAX
全嚙合誤差 0.0050mmMAX
制作范圍
模數(shù) 0.15 ~ 1.25
(M00級:0.4 ~ 1.5)
但上記以外的形狀尺寸也有精度(M00級,M0級)的,要訂貨時,請先洽詢。
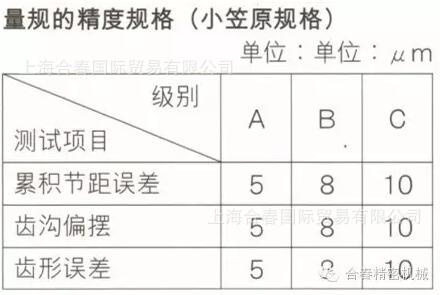
漸開線栓規(guī)/環(huán)規(guī)
漸開線栓規(guī)及環(huán)規(guī)是在汽車和飛機(jī)業(yè)領(lǐng)頭使用,致使各方材頻繁使用。其目的是結(jié)合行進(jìn)軸動力傳達(dá)和孔徑,確實提升品質(zhì)管理容易,主要是使用量測來達(dá)到確認(rèn)的效果。
GO(通)或NO-GO(止)栓規(guī)
GO(通)或NO-GO(止)環(huán)規(guī)
環(huán)規(guī)用斜刃標(biāo)準(zhǔn)齒輪
制作范圍
模數(shù) M2.0或以下
材質(zhì)
合金工具鋼HRC 58°~ 63°
成形齒輪用模仁
齒輪用模仁
現(xiàn)在射出成形齒輪的精度提高被重視。對這要求,衍生出高精度小形齒輪加工技術(shù),不依賴放電加工的獨特的制法為基礎(chǔ)的高精度齒輪用模仁。
特征
1.經(jīng)修面粗度好因此壽命長。
2.修正和特殊齒形的也有高精度。
3.使用合金工具鋼制造,硬度是HRC 58°~ 63°的硬度。
制作范圍
模數(shù) M2.0或以下
電極及電鑄成形
從齒輪加工用工具到高精度齒輪為止的加工技術(shù)衍生的獨自理論為基礎(chǔ),設(shè)計制作出高精度高品質(zhì)的電極及電鑄MASTER。
制作范圍
模數(shù)M2.0或以下的齒輪及螺絲。




注:聯(lián)系我時,請說是在“傲立機(jī)床網(wǎng)”上看到的,謝謝!









