įōŽĄĮy(t©»ng)ÅVĘ║æ¬(y©®ng)ė├ė┌Ż║▄ćŃŖę╗¾wÖC(j©®)Ż¼ū▀ą─▄ć┤▓Ż¼┐vŪą▄ć┤▓Ż¼ū▀ą─ÖC(j©®)Ż¼▄ćŃŖÅ═(f©┤)║ŽÖC(j©®)┤▓ĪŻ
įōŽĄĮy(t©»ng)╚ńæ¬(y©®ng)ė├į┌ĘŪś╦(bi©Īo)ÖC(j©®)┤▓Ż¼PLC│╠ą“ķ_(k©Īi)Ę┼Ż¼ė├æ¶┐╔ęįūįąąą▐Ė─ŽĄĮy(t©»ng)ā╚(n©©i)▓┐Ą─PLCĪŻ
«a(ch©Żn)ŲĘ║å(ji©Żn)Įķ
DF-3000T ŽĄĮy(t©»ng)┐╔┐žųŲ 4éĆ(g©©)▀M(j©¼n)Įo▌SŻ©║¼ C ▌SŻ®Īó2 éĆ(g©©)─ŻöMų„▌SŻ¼1ms Ė▀╦┘▓Õča(b©│)Ż¼1μm ┐žųŲŠ½Č╚Ż¼’@ ų°╠ßĖ▀┴╦┴Ń╝■╝ė╣żĄ─ą¦┬╩ĪóŠ½Č╚║═▒Ē├µ┘|(zh©¼)┴┐ĪŻ
* 1ms ▓Õča(b©│)ų▄Ų┌Ż¼┐žųŲŠ½Č╚ 1μm
* ūŅĖ▀╦┘Č╚ 60m/min
* ▀m┼õ╦┼Ę■ų„▌S┐╔īŹ(sh©¬)¼F(xi©żn)ų„▌S▀B└m(x©┤)Č©╬╗Īóäéąį╣źĮzĪóäéąį ┬▌╝y╝ė╣ż
* ā╚(n©©i)ų├ČÓ PLC │╠ą“Ż¼«ö(d©Īng)Ū░▀\(y©┤n)ąąĄ─ PLC │╠ą“┐╔▀xō±
* ų¦│ųšZ(y©│)Šõ╩Į║Ļ┤·┤aŠÄ│╠Ż¼ų¦│ųĦģóöĄ(sh©┤)Ą─║Ļ│╠ą“š{(di©żo)ė├
* ų¦│ų╣½ųŲ / ėóųŲŠÄ│╠Ż¼Š▀ėąūįäė(d©░ng)ī”(du©¼)ĄČĪóūįäė(d©░ng)Ą╣ĮŪĪó ĄČŠ▀ē█├³╣▄└Ē╣”─▄
* ų¦│ųųą╬─Īóėó╬─’@╩ŠŻ¼ė╔ģóöĄ(sh©┤)▀xō±
* Š▀éõ USB Įė┐┌Ż¼ų¦│ų U ▒P╬─╝■▓┘ū„ĪóŽĄĮy(t©»ng)┼õų├║═▄ø ╝■╔²╝ē(j©¬)
* 2 ┬Ę 0V Ī½ 10V ─ŻöMļŖē║▌ö│÷Ż¼ų¦│ųļpų„▌S┐žųŲ
* 1 ┬Ę╩ų▌å▌ö╚ļŻ¼ų¦│ų╩ų│ųå╬į¬
* 56 ³c(di©Żn)═©ė├▌ö╚ļ /56 ³c(di©Żn)═©ė├▌ö│÷
╝╝ąg(sh©┤)ęÄ(gu©®)Ė±
┐žųŲ▌SöĄ(sh©┤)
* ┐žųŲ▌SöĄ(sh©┤)Ż║5▌SŻ©XĪóZĪóYĪó▄ćų„▌S╦┼Ę■║═╣źĮzų„▌S╦┼Ę■Ż®
* ┬ō(li©ón)äė(d©░ng)▌SöĄ(sh©┤)Ż║5▌S
▀M(j©¼n)Įo▌S╣”─▄
* ūŅąĪ▌ö╚ļį÷┴┐Ż║0.001mmŻ©0.0001inchŻ®║═ 0.0001mmŻ©0.00001inchŻ®┐╔▀x
* ūŅąĪųĖ┴Ņį÷┴┐Ż║0.001mmŻ©0.0001inchŻ®║═ 0.0001mmŻ©0.00001inchŻ®┐╔▀x
* ūŅ┤¾ąą│╠Ż║±99999999× ūŅąĪųĖ┴Ņį÷┴┐
* ┐ņ╦┘ęŲäė(d©░ng)╦┘Č╚Ż║ūŅĖ▀ 60m/min
* ┐ņ╦┘▒Č┬╩Ż║F0Īó25%Īó50%Īó100% ╣▓╦─╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)ą▐š{(di©żo)
* ▀M(j©¼n)Įo▒Č┬╩Ż║0 Ī½ 150% ╣▓╩«┴∙╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)ą▐š{(di©żo)
* ▓Õča(b©│)ĘĮ╩ĮŻ║ų▒ŠĆ▓Õča(b©│)ĪółA╗Ī▓Õča(b©│) ( ų¦│ų╚²³c(di©Żn)łA╗Ī▓Õ ča(b©│) )Īó┬▌╝y▓Õča(b©│)Īóäéąį╣źĮz
* ūįäė(d©░ng)Ą╣ĮŪ╣”─▄
┬▌╝y╣”─▄
* Ųš═©┬▌╝y ( Ė·ļSų„▌S )/ äéąį┬▌╝y
* å╬Ņ^ / ČÓŅ^╣½ėóųŲų▒┬▌╝yĪóÕF┬▌╝y║═Č╦├µ┬▌╝yŻ¼Ą╚ ┬▌ŠÓ┬▌╝y║═ūā┬▌ŠÓ┬▌╝y
* ┬▌╝y═╦╬▓ķL(zh©Żng)Č╚ĪóĮŪČ╚║═╦┘Č╚╠žąį┐╔įO(sh©©)Č©
* ┬▌╝y┬▌ŠÓŻ║0.01mm Ī½ 500mm ╗“ 0.06 č└ / ėó┤ńĪ½ 2540 č└ / ėó┤ń
╝ė£p╦┘╣”─▄
* ŪąŽ„▀M(j©¼n)ĮoŻ║Ū░╝ė£p╦┘ų▒ŠĆą═ĪóŪ░╝ė£p╦┘ S ą═Īó║¾╝ė£p╦┘ų▒ŠĆą═Īó║¾╝ė£p╦┘ųĖöĄ(sh©┤)ą═
* ┐ņ╦┘ęŲäė(d©░ng)Ż║Ū░╝ė£p╦┘ų▒ŠĆą═ĪóŪ░╝ė£p╦┘ S ą═Īó║¾╝ė£p╦┘ų▒ŠĆą═Īó║¾╝ė£p╦┘ųĖöĄ(sh©┤)ą═
* ┬▌╝yŪąŽ„Ż║ų▒ŠĆ╩ĮĪóųĖöĄ(sh©┤)╩Į┐╔▀x
* ╝ė£p╦┘Ą─Ų╩╝╦┘Č╚ĪóĮKų╣╦┘Č╚║═╝ė£p╦┘Ģr(sh©¬)ķgė╔ģóöĄ(sh©┤)įO(sh©©)Č©
ų„▌S╣”─▄
* 2 ┬Ę 0V Ī½ 10V ─ŻöMļŖē║▌ö│÷Ż¼ų¦│ųļpų„▌S┐žųŲ
* 1 ┬Ęų„▌SŠÄ┤aŲ„Ę┤üŻ¼ų„▌SŠÄ┤aŲ„ŠĆöĄ(sh©┤)┐╔įO(sh©©)Č©Ż©100p/r Ī½ 5000p/rŻ®
* ŠÄ┤aŲ„┼cų„▌SĄ─é„äė(d©░ng)▒╚Ż║Ż©1 Ī½ 255Ż®:Ż©1 Ī½ 255Ż®
* ų„▌S▐D(zhu©Żn)╦┘Ż║┐╔ė╔ S ┤·┤a╗“ PLC ą┼╠¢(h©żo)ĮoČ©Ż¼▐D(zhu©Żn)╦┘ĘČć· 0r/min Ī½ 9999r/min
* ų„▌S▒Č┬╩Ż║50% Ī½ 120% ╣▓ 8 ╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)ą▐š{(di©żo)
* ų„▌S║ŃŠĆ╦┘┐žųŲ
* äéąį╣źĮz
ĄČŠ▀╣”─▄
* ĄČŠ▀ķL(zh©Żng)Č╚ča(b©│)āö
* ĄČ╝Ō░ļÅĮča(b©│)āöŻ©C ą═Ż®
* ĄČŠ▀─źōpča(b©│)āö
* ĄČŠ▀ē█├³╣▄└Ē
* ī”(du©¼)ĄČĘĮ╩ĮŻ║Č©³c(di©Żn)ī”(du©¼)ĄČĪóįćŪąī”(du©¼)ĄČĪó╗žģó┐╝³c(di©Żn)ī”(du©¼)ĄČĪóūįäė(d©░ng)ī”(du©¼)ĄČ
* ĄČŲ½ł╠(zh©¬)ąąĘĮ╩ĮŻ║ą▐Ė─ū°ś╦(bi©Īo)ĘĮ╩ĮĪóĄČŠ▀ęŲäė(d©░ng)ĘĮ╩Į
Š½Č╚ča(b©│)āö
* Ę┤Ž“ķgŽČča(b©│)āö
* ėøæøą═┬▌ŠÓš`▓Ņča(b©│)āö
PLC ╣”─▄
* ā╔╝ē(j©¬) PLC │╠ą“Ż¼ūŅČÓ 4700 ▓ĮŻ¼Ą┌ 1 ╝ē(j©¬)│╠ą“╦óą┬ų▄Ų┌ 8ms
* PLC │╠ą“═©ą┼Ž┬▌d
* ų¦│ų PLC Š»Ėµ║═ PLC ł¾(b©żo)Š»
* ų¦│ųČÓ PLC │╠ą“Ż©ūŅČÓ 20 éĆ(g©©)Ż®Ż¼«ö(d©Īng)Ū░▀\(y©┤n)ąąĄ─ PLC │╠ą“┐╔▀xō±
* ╗∙▒Š I/OŻ║56 ▌ö╚ļ /56 ▌ö│÷
* 10.4 ėó┤ńīÆŲ┴ LCDŻ¼Ęų▒µ┬╩×ķ 800×480
* ųą╬─Īóėó╬─Ą╚ČÓĘNšZ(y©│)čį’@╩Š
* Č■ŠSĄČŠ▀▄ē█E’@╩Š
* īŹ(sh©¬)Ģr(sh©¬)Ģr(sh©¬)ńŖ
▓┘ū„╣▄└Ē
* ▓┘ū„ĘĮ╩ĮŻ║ŠÄ▌ŗĪóūįäė(d©░ng)Īóõø╚ļĪóÖC(j©®)┤▓╗ž┴ŃĪó╩ų▌å / å╬▓ĮĪó╩ųäė(d©░ng)Īó│╠ą“╗ž┴Ń
* ČÓ╝ē(j©¬)▓┘ū„ÖÓ(qu©ón)Ž▐╣▄└Ē
* ł¾(b©żo)Š»╚šųŠ
│╠ą“ŠÄ▌ŗ
* │╠ą“╚▌┴┐Ż║56MBĪó400 éĆ(g©©)│╠ą“Ż©║¼ūė│╠ą“Īó║Ļ│╠ą“Ż®
* ŠÄ▌ŗ╣”─▄Ż║│╠ą“ / │╠ą“Č╬ / ūųÖz╦„Īóą▐Ė─Īóäh│²ĪóÅ═(f©┤)ųŲĪóš│┘N
* │╠ą“Ė±╩ĮŻ║ISO ┤·┤aŻ¼ų¦│ųšZ(y©│)Šõ╩Į║Ļ┤·┤aŠÄ│╠Ż¼ų¦│ųŽÓī”(du©¼)ū°ś╦(bi©Īo)ĪóĮ^ī”(du©¼)ū°ś╦(bi©Īo)║═╗ņ║Žū°ś╦(bi©Īo)ŠÄ│╠
* │╠ą“š{(di©żo)ė├Ż║ų¦│ųĦģóöĄ(sh©┤)Ą─║Ļ│╠ą“š{(di©żo)ė├Ż¼4 ╝ē(j©¬)ūė│╠ą“ŪČ╠ū
═©ą┼╣”─▄
* RS232Ż║┴Ń╝■│╠ą“ĪóģóöĄ(sh©┤)Ą╚╬─╝■ļpŽ“é„▌öŻ¼ų¦│ų PLC │╠ą“ĪóŽĄĮy(t©»ng)▄ø╝■┤«┐┌╔²╝ē(j©¬)
* USBŻ║U ▒P╬─╝■▓┘ū„ĪóU ▒P╬─╝■ų▒Įė╝ė╣żŻ¼ų¦│ų PLC │╠ą“ĪóŽĄĮy(t©»ng)▄ø╝■ U ▒P╔²╝ē(j©¬)
░▓╚½╣”─▄
* Šo╝▒═Żų╣
* ė▓╝■ąą│╠Ž▐╬╗
* ▄ø╝■ąą│╠Öz▓ķ
* öĄ(sh©┤)ō■(j©┤)éõĘ▌┼c╗ųÅ═(f©┤)
G ┤·┤a▒Ē
┤·┤a╣”─▄┤·┤a╣”─▄
G00┐ņ╦┘Č©╬╗G50ĖĪäė(d©░ng)╣ż╝■ū°ś╦(bi©Īo)ŽĄ
G01ų▒ŠĆ▓Õča(b©│)G54-G59įO(sh©©)ų├╣ż╝■ū°ś╦(bi©Īo)ŽĄ
G02ĒśĢr(sh©¬)ßśłA╗Ī▓Õča(b©│)G65║Ļ┤·┤aĘŪ─ŻæB(t©żi)š{(di©żo)ė├
G03─µĢr(sh©¬)ßśłA╗Ī▓Õča(b©│)G71▌SŽ“┤ų▄ć裣h(hu©ón)
G04Ģ║═ŻĪó£╩(zh©│n)═ŻG72ÅĮŽ“┤ų▄ć裣h(hu©ón)
G17ŲĮ├µ▀xō±┤·┤aG73ĘŌķ]ŪąŽ„裣h(hu©ón)
G18ŲĮ├µ▀xō±┤·┤aG70Š½╝ė╣żčŁŁh(hu©ón)
G19ŲĮ├µ▀xō±┤·┤aG74▌SŽ“Ūą▓█裣h(hu©ón)
G10öĄ(sh©┤)ō■(j©┤)▌ö╚ļĘĮ╩Įėąą¦G75ÅĮŽ“Ūą▓█裣h(hu©ón)
G11╚ĪŽ¹öĄ(sh©┤)ō■(j©┤)▌ö╚ļĘĮ╩ĮG76ČÓųž┬▌╝yŪąŽ„裣h(hu©ón)
G20ėóųŲå╬╬╗▀xō±G80äéąį╣źĮzĀŅæB(t©żi)╚ĪŽ¹
G21╣½ųŲå╬╬╗▀xō±G84▌SŽ“äéąį╣źĮz
G28ūįäė(d©░ng)ĘĄ╗žÖC(j©®)┤▓┴Ń³c(di©Żn)G88ÅĮŽ“äéąį╣źĮz
G30╗žÖC(j©®)┤▓Ą┌ 2Īó3Īó4 ģó┐╝³c(di©Żn)G90▌SŽ“ŪąŽ„裣h(hu©ón)
G31╠°▄SÖC(j©®)─▄G92┬▌╝yŪąŽ„裣h(hu©ón)
G32Ą╚┬▌ŠÓ┬▌╝yŪąŽ„G94ÅĮŽ“ŪąŽ„裣h(hu©ón)
G33Z ▌S╣źĮz裣h(hu©ón)G96║ŃŠĆ╦┘┐žųŲ
G34ūā┬▌ŠÓ┬▌╝yŪąŽ„G97╚ĪŽ¹║ŃŠĆ╦┘┐žųŲ
G40╚ĪŽ¹ĄČ╝Ō░ļÅĮča(b©│)āöG98├┐Ęų▀M(j©¼n)Įo
G41ĄČ╝Ō░ļÅĮū¾ča(b©│)āöG99├┐▐D(zhu©Żn)▀M(j©¼n)Įo
G42ĄČ╝Ō░ļÅĮėęča(b©│)āö
G83/G87Ż║Č╦├µ/é╚(c©©)├µĶŹ┐ū裣h(hu©ón)
ųĖ┴ŅĖ±╩ĮŻ║
G83 X(U) C(H) Z(W) R Q P F K Ż╗
or
G87 Z(W) C(H) X(U) R Q P F K Ż╗
G83 X(U) C or G87 Z(W) C Ż║Č┤┐ū╬╗ų├Ą─ū∙ś╦(bi©Īo)┘Y┴Ž
G83 Z(W) or G87 X(U) Ż║┐ūĄū╬╗ų├Į^ī”(du©¼)ųĄ(Å─R³c(di©Żn)ĄĮČ┤ĄūĄ─į÷┴┐ųĄ)
R Ż║│§╩╝³c(di©Żn)ĄĮR³c(di©Żn)Ą─į÷┴┐ųĄ(ų▒ÅĮ┴┐)
Q Ż║├┐┤╬▀M(j©¼n)Įo╔ŅČ╚(å╬╬╗:0.001mmŻ¼░ļÅĮ┴┐Ż¼Ę¹╠¢(h©żo)¤o(w©▓)ą¦)
P Ż║Č┤ĄūĢ║═ŻĢr(sh©¬)ķg(║┴├ļ)
F Ż║▀M(j©¼n)Įo╦┘┬╩
K Ż║ųžĖ▓┤╬öĄ(sh©┤)
šf(shu©Ł)├„Ż║
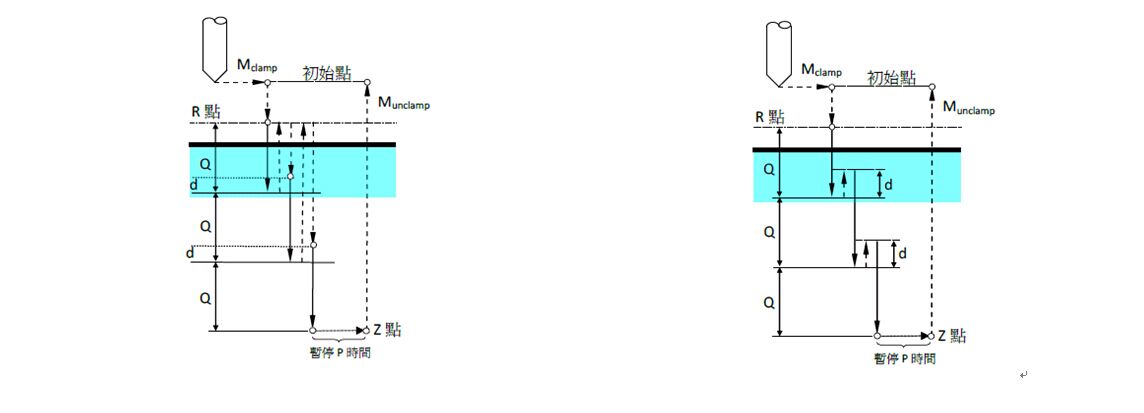
G83/G87ųĖ┴Ņ×ķš²├µ/é╚(c©©)├µĶŹ┐ū裣h(hu©ón)Ż¼ė├ņČ▄ć┤▓ų«ĶŹ┐ūĄ─╣żū„Ż¼ė╔ą²▐D(zhu©Żn)Ą─ĄČŠ▀ī”(du©¼)ęčŃQūĪų„▌SĄ─╣ż╝■(╣╠Č©¤o(w©▓)Ę©▐D(zhu©Żn)äė(d©░ng))Ż¼ū÷š²├µ/é╚(c©©)├µĄ─ĶŹ┐ū╣żū„ĪŻClamp:ų„▌SŖAŠo Unclamp:ų„▌S╦╔ķ_(k©Īi)ĪŻ
łD╩ŠŻ║
TYPE IŻ║ĶŹ┐ūø](m©”i)ėąųĖČ©Q

TYPE IIŻ║ę╗░Ń╔Ņ┐ūū─ĶŹ(╬╗ģó213.1=0) TYPE IIIŻ║Ė▀╦┘ĶŹ╔Ņ┐ū(╬╗ģó213.1=1)
╗ž═╦┴┐dĄ─ųĄ ė╔öĄ(sh©┤)ō■(j©┤)ģóöĄ(sh©┤)255įO(sh©©)Č©ĪŻ
│╠╩Į╣Ā(f©żn)└²Ż║
M63 S1000; // Ą┌Č■ų„▌S▐D(zhu©Żn)╦┘ 1000 rpm
G00 X50.0; //┐ņ╦┘Č©╬╗ų┴Ų╩╝³c(di©Żn)
G83 Z-40.0 C0.0 R-5.0 P10.0 Q500 F600; // C▌S0Č╚ĶŹĄ┌ę╗┐ū
C90.0; // C▌S90Č╚ĶŹĄ┌Č■┐ū
G80; //╚ĪŽ¹čŁŁh(hu©ón)
M02; //│╠╩ĮĮK┴╦
▒ŠŽĄĮy(t©»ng)ų╗ėąā╔éĆ(g©©)─ŻöMų„▌SŻ¼╦∙ęįĄ┌Č■ų„▌Sų╗─▄ĮėČ╦├µ╗“é╚(c©©)├µĄ─Ųõųąę╗ĘNŻ¼
╝┤ę¬ė├G83╗“G84,─Ū├┤G87╗“G88Š═ė├▓╗┴╦ĪŻŽÓĘ┤Ż¼ę¬ė├G87║═G88,─Ū├┤G83║═G84▓╗─▄ė├ĪŻ
Cs▌SŻ¼╝┤ū„×ķų„▌SŻ¼ę▓┐╔ū„×ķą²▐D(zhu©Żn)▌SC▌SČ©╬╗╩╣ė├(╩╣ė├M14/M15ŪąōQ)Ż¼ę“┤╦“ī(q©▒)äė(d©░ng)Ų„ąĶę¬┐╔ęįĮė╩š─ŻöMļŖē║║═├}ø_ā╔ĘNĘĮ╩ĮĪŻ╩╣ė├ų„▌SĄ─Cs▌S╣”─▄Ż¼▀ĆąĶØMūŃęįŽ┬Śl╝■Ż║
1. ×ķ╦─▌SŽĄĮy(t©»ng)ĪŻ
2. ╬╗ģó189.0[įO(sh©©)Č©4Th▌S×ķ(0:ų▒ŠĆ▌S 1:ą²▐D(zhu©Żn)▌S)] įO(sh©©)×ķ1ĪŻ
3. ╬╗ģó189.5[4Th▌SĄ─Cs╣”─▄╩Ūʱėąą¦] įO(sh©©)×ķ1ĪŻ
4. öĄ(sh©┤)ģó226[4Th▌SĄ─▌S├¹Č©┴x(3:A 4:B 5:C)] įO(sh©©)×ķ5
5. K15.7[Cs▌S╣”─▄╩Ūʱėąą¦] įO(sh©©)×ķ1ĪŻ
6. ų„▌S“ī(q©▒)äė(d©░ng)Ų„├}ø_┼cŽĄĮy(t©»ng)Ą┌╦─“ī(q©▒)äė(d©░ng)Įė┐┌CN14▀BĮėĪŻ
ŽÓĻP(gu©Īn)ą┼╠¢(h©żo)Ż║
X4.0[į┌CN15]Ż║ų„▌S╦┘Č╚/╬╗ų├┐žųŲĀŅæB(t©żi)
Y4.0[į┌CN15]Ż║ų„▌S╦┘Č╚/╬╗ų├ŪąōQ▌ö│÷
ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Ż║ K15.4Ż║ų„▌S╦┘Č╚/╬╗ų├ŪąōQą┼╠¢(h©żo)(0:¤o(w©▓)ą¦ 1:ėąą¦)ĪŻ
Ą┌2ų„▌SŻ║
ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Ż║
╬╗ģó196.4Ż║ ╩Ūʱåóäė(d©░ng)ČÓų„▌S┐žųŲ╣”─▄(0:ʱ 1:╩Ū)
K15.5 Ż║ Ą┌2ų„▌S╦┘Č╚/╬╗ų├ŪąōQą┼╠¢(h©żo)(0:¤o(w©▓)ą¦ 1:ėąą¦)ĪŻ
öĄ(sh©┤)ģóNO.64Ż║Ą┌2ų„▌Sī”(du©¼)æ¬(y©®ng)Ą─ūŅĖ▀▐D(zhu©Żn)╦┘
ŽÓĻP(gu©Īn)ą┼╠¢(h©żo)Ż║
CN15ų„▌SĮė┐┌Ą─SVC-OUT2Ż║Ą┌2ų„▌S─ŻöMļŖē║▌ö│÷
Y3.3 Ą┌Č■ų„▌Sš²▐D(zhu©Żn)
Y3.4 Ą┌Č■ų„▌SĘ┤▐D(zhu©Żn)
G84/G88äéąį╣źĮz
Ą┌2ų„▌S“ī(q©▒)äė(d©░ng)Ų„├}ø_┼cĄ┌╬Õ▌S“ī(q©▒)äė(d©░ng)Įė┐┌CN15▀BĮėĪŻ
Ą┌2ų„▌Säéąį╣źĮzĢr(sh©¬)²X▌å▒╚įO(sh©©)ų├Ż║öĄ(sh©┤)ģó148║═151ĪŻ
ŽÓĻP(gu©Īn)ą┼╠¢(h©żo)Ż║
X2.7Ż║Ą┌2ų„▌S╦┘Č╚/╬╗ų├┐žųŲĀŅæB(t©żi)
Y2.7Ż║Ą┌2ų„▌S╦┘Č╚/╬╗ų├┐žųŲŪąōQ▌ö│÷
Y3.2Ż║Ą┌2ų„▌S╦┘Č╚Łh(hu©ón)Ą┌Č■į÷ęµ▀xō±ą┼╠¢(h©żo)(ė├ė┌äéąį╣źĮz)
ŽÓĻP(gu©Īn)ģóöĄ(sh©┤)Ż║öĄ(sh©┤)ģó171[äéąį╣źĮzį╩įSĄ─ūŅĖ▀ų„▌S▐D(zhu©Żn)╦┘]
G84/G88Ż║Č╦├µZŽ“/é╚(c©©)├µXŽ“╣źč└裣h(hu©ón)
ųĖ┴ŅĖ±╩ĮŻ║
G84 X(U) C(H) Z(W) R P F K Ż╗
or
G88 Z(W) C(H) X(U) R P F K Ż╗
G84 X(U) C or G88 Z(W) C Ż║Č┤┐ū╬╗ų├Ą─ū∙ś╦(bi©Īo)┘Y┴Ž
G84 Z(W) or G88 X(U) Ż║┐ūĄū╬╗ų├Į^ī”(du©¼)ųĄ(Å─R³c(di©Żn)ĄĮČ┤ĄūĄ─į÷┴┐ųĄ)
R Ż║│§╩╝³c(di©Żn)ĄĮR³c(di©Żn)Ą─į÷┴┐ųĄ(ų▒ÅĮ┴┐)
P Ż║Č┤ĄūĢ║═ŻĢr(sh©¬)ķg(║┴├ļ)
F Ż║▀M(j©¼n)Įo╦┘┬╩(mm/rev)Ż¼ŽÓ«ö(d©Īng)ņČ╣½ųŲč└Ą─č└ŠÓ
K Ż║ųžĖ▓┤╬öĄ(sh©┤)
šf(shu©Ł)├„Ż║
G84 / G88ųĖ┴Ņ×ķČ╦├µZŽ“/é╚(c©©)├µXŽ“ ╣źč└裣h(hu©ón)Ż¼ė├ņČöĄ(sh©┤)ųĄ▄ć┤▓ų«╣źč└Ą─╣żū„Ż¼ė╔ą²▐D(zhu©Żn)Ą─ĄČŠ▀ī”(du©¼)ęčŃQūĪų„▌SĄ─╣ż╝■(╣╠Č©¤o(w©▓)Ę©▐D(zhu©Żn)äė(d©░ng))Ż¼ū÷š²├µ/é╚(c©©)├µĄ─╣źč└╣żū„ĪŻ

ę¬ė├äéąį╣źĮzŻ¼KģóöĄ(sh©┤) K15.7[Cs▌S╣”─▄╩Ūʱėąą¦] ąĶķ_(k©Īi)åóĪŻ

ų„ÖC(j©®)═Ōą╬│▀┤ńłD

Ė▒├µ░Õ═Ōą╬│▀┤ńłD

ų„ÖC(j©®)Įė┐┌Č╦ūėłD

▀BĮė╩ŠęŌłD
ūóŻ║┬ō(li©ón)ŽĄ╬ęĢr(sh©¬)Ż¼šł(q©½ng)šf(shu©Ł)╩Ūį┌Ī░░┴┴óÖC(j©®)┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ















