
▒ŠŽĄĮy(t©»ng)Ą─Įė┐┌═Ļ╚½╝µ╚▌ÅVöĄ(sh©┤)ŃŖ┤▓öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ż¼╝┤īóÅVöĄ(sh©┤)Ą─ĮėŠĆ▓ÕŅ^ų▒ĮėĮėĄĮ▒ŠŽĄĮy(t©»ng)╔ŽŠ═┐╔ęį╩╣ė├Ż¼īŹ(sh©¬)¼F(xi©żn)¤o┐pī”(du©¼)ĮėŻ¼×ķÅV┤¾Ė─įņÅVöĄ(sh©┤)ŽĄĮy(t©»ng)Ą─ė├æ¶Ä¦üĒśO┤¾Ą─ĘĮ▒ŃĪŻ
┤╦ĖĮ╝ė├µ░ÕŻ¼ār(ji©ż)ųĄ380į¬Ż¼┘Å(g©░u)┘I╬Õ▌SŽĄĮy(t©»ng)Ż¼├Ō┘M(f©©i)┘ø(z©©ng)╦═Ż¼┴Ē┘ø(z©©ng)╦═└^ļŖŲ„░Õę╗ēKĪŻ

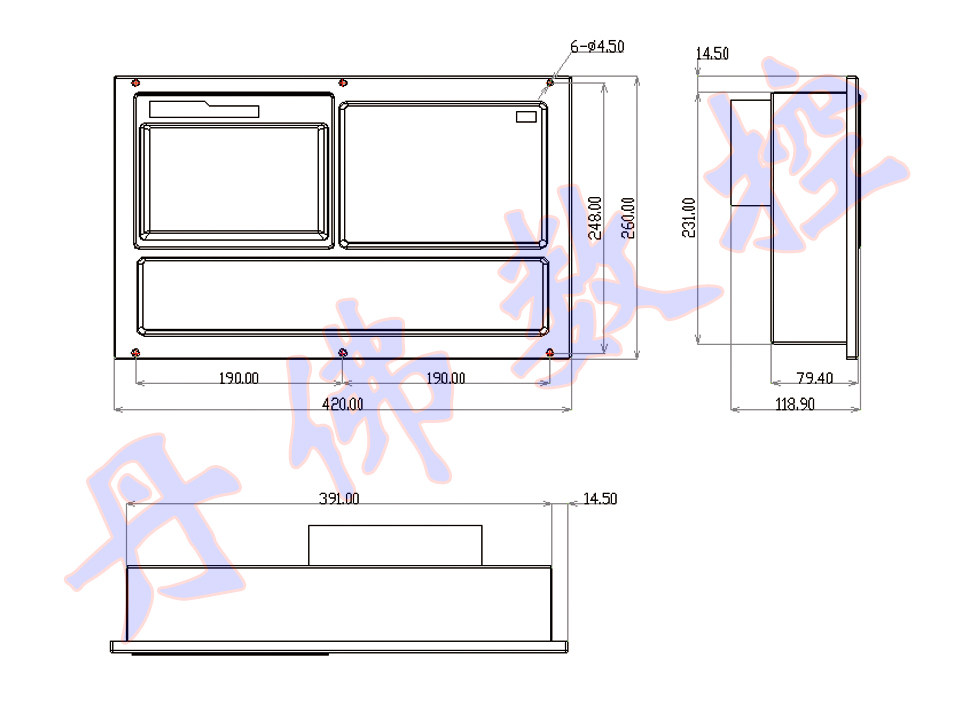
ŽĄĮy(t©»ng)═Ōą╬│▀┤ńłD
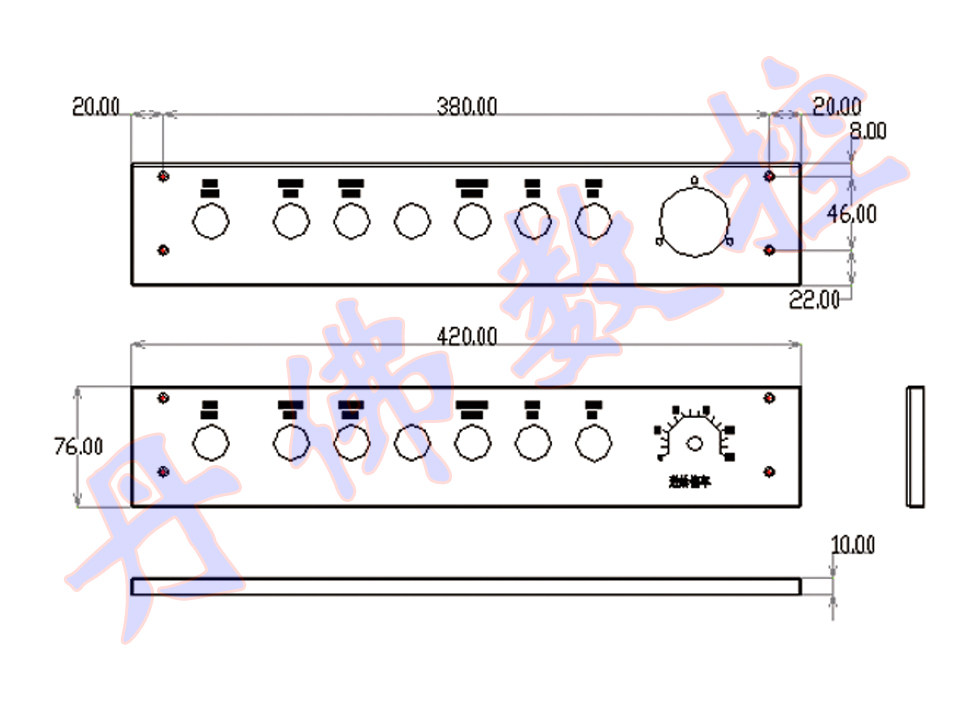
ĖĮ╝ė├µ░Õ═Ōą╬│▀┤ńłD
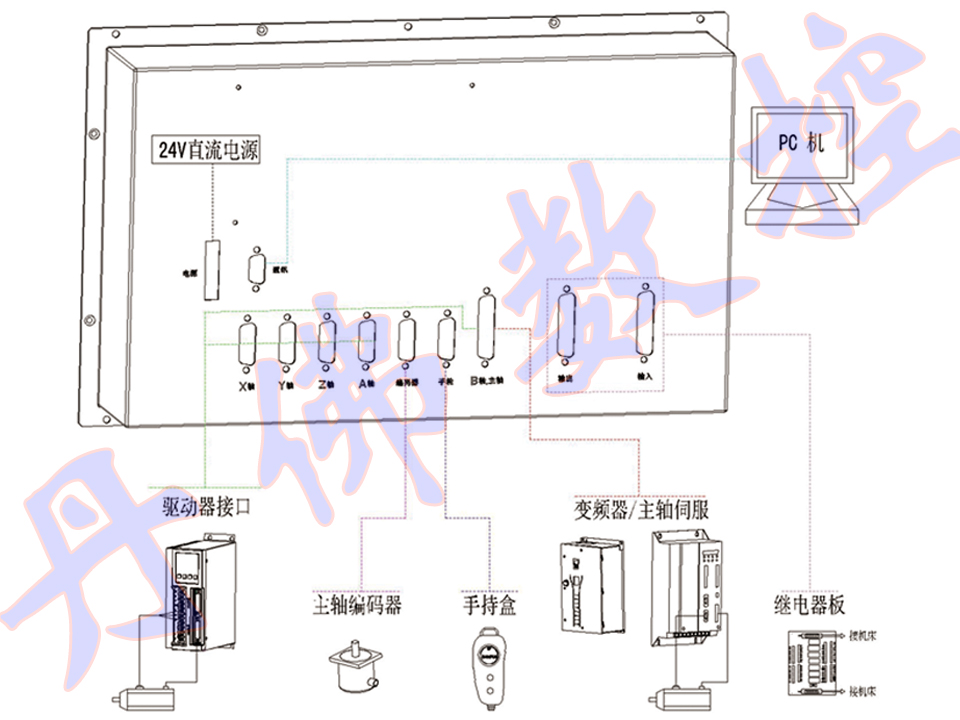
▀BĮė╩ŠęŌłD

«a(ch©Żn)ŲĘ║å(ji©Żn)Įķ
DF-2000M ŃŖ┤▓╝ė╣żųąą─öĄ(sh©┤)┐žŽĄĮy(t©»ng)×ķĄżĘ┐Ų╝╝ėąŽ▐╣½╦Šūįų„čą░l(f©Ī)Ą─Ųš╝░ą═öĄ(sh©┤)┐žŽĄĮy(t©»ng)Ż¼Š▀ėąžQ╩Į║═ ÖM╩Įā╔ĘNĮY(ji©”)śŗ(g©░u)Ż¼▀m┼õŃŖ┤▓ĪóŃ@ŃŖ┤▓Īó─ź┤▓Ą╚ĪŻ
▒ŠŽĄĮy(t©»ng)▓╔ė├ 32 ╬╗Ė▀ąį─▄ CPU ║═│¼┤¾ęÄ(gu©®)─Ż┐╔ŠÄ│╠Ų„╝■ FPGAŻ¼īŹ(sh©¬)Ģr(sh©¬)┐žųŲ║═ė▓╝■▓Õča(b©│)╝╝ąg(sh©┤)▒ŻūC┴╦ŽĄĮy(t©»ng) μm ╝ē(j©¬)Š½Č╚Ž┬Ą─Ė▀ą¦┬╩Ż¼┐╔ŠÄ▌ŗĄ─ PLC ╩╣▀ē▌ŗ┐žųŲ╣”─▄Ė³╝ėņ`╗ŅÅŖ(qi©óng)┤¾ĪŻ▒ŠŽĄĮy(t©»ng)┐╔┐žųŲ 5 éĆ(g©©)▀M(j©¼n)Įo▌SĪó1éĆ(g©©)─ŻöMų„ ▌SŻ¼1ms Ė▀╦┘▓Õča(b©│)Ż¼1μm ┐žųŲŠ½Č╚Ż¼’@ų°╠ßĖ▀┴╦┴Ń╝■╝ė╣żĄ─ą¦┬╩ĪóŠ½Č╚║═▒Ē├µ┘|(zh©¼)┴┐ĪŻ
«a(ch©Żn)ŲĘ╠ž³c(di©Żn)
Ī± 5 éĆ(g©©)▀M(j©¼n)Įo▌SŻ¼5▌S┬ō(li©ón)äė(d©░ng)Ż¼1éĆ(g©©)─ŻöMų„▌S
Ī± 1ms ▓Õča(b©│)ų▄Ų┌Ż¼1um ┐žųŲŠ½Č╚
Ī± 2 ┬Ę 0V Ī½ 10V ─ŻöMļŖē║▌ö│÷
Ī± ų▒ŠĆą═ĪóųĖöĄ(sh©┤)ą═║═ S ą═ČÓĘN╝ė£p╦┘ĘĮ╩Į┐╔▀xō±
Ī± ā╚(n©©i)ų├ČÓ PLC │╠ą“Ż¼«ö(d©Īng)Ū░▀\(y©┤n)ąąĄ─ PLC │╠ą“┐╔▀xō±
Ī± PLC │╠ą“į┌ŠĆ’@╩ŠĪóīŹ(sh©¬)Ģr(sh©¬)▒O(ji©Īn)┐žĪóą┼╠¢(h©żo)īŹ(sh©¬)Ģr(sh©¬)ūĘ█Ö
Ī± ų¦│ųšZ(y©│)Šõ╩Į║Ļ┤·┤aŠÄ│╠Ż¼ų¦│ųĦģóöĄ(sh©┤)Ą─║Ļ│╠ą“š{(di©żo)ė├
Ī± äéąį╣źĮz║═╚ßąį╣źĮz┐╔ė╔ģóöĄ(sh©┤)įO(sh©©)Č©
Ī± Š▀ėąą²▐D(zhu©Żn)Īó┐sĘ┼ĪóśOū°ś╦(bi©Īo)Ż¼╣╠ȩ裣h(hu©ón)║═ČÓĘNŃŖ▓█Å═(f©┤)║ŽčŁŁh(hu©ón)╣”─▄
Ī± Š▀ėąÜv╩Ęł¾(b©żo)Š»╝░▓┘ū„┬─Üv╣”─▄Ż¼ĘĮ▒Ńė├æ¶▓┘ū„║═ŠSūo(h©┤)╣▄└Ē
Ī± ╠ß╣®ČÓ╝ē(j©¬)├▄┤a▒Żūo(h©┤)╣”─▄Ż¼ĘĮ▒ŃįO(sh©©)éõ╣▄└Ē
Ī± 36 ³c(di©Żn)═©ė├▌ö╚ļ /36 ³c(di©Żn)═©ė├▌ö│÷
Ī± ų¦│ųś╦(bi©Īo)£╩(zh©│n) RS232 ╝░ USB Įė┐┌Ż¼ų¦│ų U ▒P╬─╝■▓┘ū„ĪóŽĄĮy(t©»ng)┼õų├║═▄ø╝■╔²╝ē(j©¬) , ┐╔īŹ(sh©¬)¼F(xi©żn)╬─╝■é„▌öĪó┤« ┐┌ DNC ╝ė╣ż║═ USB į┌ŠĆ╝ė╣ż╣”─▄
╝╝ąg(sh©┤)ęÄ(gu©®)Ė±
┐žųŲ▌SöĄ(sh©┤)
Ī± ┐žųŲ▌SöĄ(sh©┤)Ż║5 ▌SŻ©XĪóYĪóZĪó4thĪó5thŻ®
Ī± ┬ō(li©ón)äė(d©░ng)▌SöĄ(sh©┤)Ż║5 ▌S
▀M(j©¼n)Įo▌S╣”─▄
Ī± ╬╗ų├ųĖ┴ŅĘČć·Ż║
╣½ųŲ▌ö╚ļŻ©G21Ż®Ż║-9999.9999mm Ī½ 9999.9999mmŻ¼ūŅąĪųĖ┴Ņå╬╬╗Ż║0.0001mm ėóųŲ▌ö╚ļŻ©G20Ż®Ż║ -999.9999inch Ī½ 999.9999inchŻ¼ ūŅąĪųĖ┴Ņå╬╬╗Ż║0.0001inch
Ī± ļŖūė²X▌åŻ║ųĖ┴Ņ▒ČŅlŽĄöĄ(sh©┤) 1 Ī½ 65536Ż¼ųĖ┴ŅĘųŅlŽĄöĄ(sh©┤) 1 Ī½ 65536
Ī± ┐ņ╦┘ęŲäė(d©░ng)╦┘Č╚Ż║ūŅĖ▀ 60m/min
Ī± ┐ņ╦┘▒Č┬╩Ż║F0Īó25ŻźĪó50ŻźĪó100Żź╦─╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)š{(di©żo)╣Ø(ji©”)
Ī± ŪąŽ„▀M(j©¼n)Įo╦┘Č╚Ż║ūŅĖ▀ 15m/minŻ©G94Ż®╗“ 500.00mm/rŻ©G95Ż®
Ī± ▀M(j©¼n)Įo▒Č┬╩Ż║0 Ī½ 150Żź╩«┴∙╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)š{(di©żo)╣Ø(ji©”)
Ī± ╩ųäė(d©░ng)▀M(j©¼n)Įo▒Č┬╩Ż║0 Ī½ 150Żź╩«┴∙╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)š{(di©żo)╣Ø(ji©”)
Ī± ╩ų▌å▀M(j©¼n)ĮoŻ║0.001mmĪó0.01mmĪó0.1mmĪó1mm ╦─Ön
Ī± å╬▓Į▀M(j©¼n)ĮoŻ║0.001mmĪó0.01mmĪó0.1mmĪó1mm ╦─Ön
Ī± ▓Õča(b©│)ĘĮ╩ĮŻ║ų▒ŠĆ▓Õča(b©│)ĪółA╗Ī▓Õča(b©│)Īó┬▌ą²▓Õča(b©│)║═äéąį╣źĮz
Ī± ūįäė(d©░ng)Ą╣ĮŪ╣”─▄
╝ė£p╦┘╣”─▄
Ī± ŪąŽ„▀M(j©¼n)ĮoŻ║Ū░╝ė£p╦┘ų▒ŠĆą═ĪóŪ░╝ė£p╦┘ S ą═Īó║¾╝ė£p╦┘ų▒ŠĆą═Īó║¾╝ė£p╦┘ųĖöĄ(sh©┤)ą═
Ī± ┐ņ╦┘ęŲäė(d©░ng)Ż║Ū░╝ė£p╦┘ų▒ŠĆą═ĪóŪ░╝ė£p╦┘ S ą═Īó║¾╝ė£p╦┘ų▒ŠĆą═Īó║¾╝ė£p╦┘ųĖöĄ(sh©┤)ą═
Ī± ŽĄĮy(t©»ng)Š▀ėąŪ░š░╣”─▄Ż¼ūŅČÓ┐╔ŅA(y©┤)ūx 15 Č╬ NC │╠ą“Ż¼╩╣ąĪŠĆČ╬▓Õča(b©│)Ė▀╦┘ŲĮ╗¼Ż¼▀mė┌┴Ń╝■╝ė╣ż─ŻŠ▀╝ė╣ż
Ī± ╝ė£p╦┘Ą─Ų╩╝╦┘Č╚ĪóĮKų╣╦┘Č╚║═╝ė£p╦┘Ģr(sh©¬)ķgė╔ģóöĄ(sh©┤)įO(sh©©)Č©
Ī± ╩ųäė(d©░ng)ĘĮ╩ĮĪó╩ų▌åĘĮ╩Į×ķ║¾╝ė£p╦┘┐žųŲŻ¼╩ų▌åĘĮ╩Į┐╔▀xō±╝┤═ŻĘĮ╩Į╗“═Ļ╚½▀\(y©┤n)ąąĘĮ╩ĮĪŻ
Ī± ┐ņ╦┘Č©╬╗┐╔▀xō±ų▒ŠĆ╗“š█ŠĆČ©╬╗
ų„▌S╣”─▄
Ī± 2 ┬Ę 0V Ī½ 10V ─ŻöMļŖē║▌ö│÷Ż¼ų¦│ųļpų„▌S┐žųŲ
Ī± ų„▌SŠÄ┤aŲ„Ż║ŠÄ┤aŲ„ŠĆöĄ(sh©┤)┐╔įO(sh©©)Č©Ż©100 p/r Ī½ 5000p/rŻ®
Ī± ŠÄ┤aŲ„┼cų„▌SĄ─é„äė(d©░ng)▒╚Ż║Ż©1 Ī½ 255Ż®Ż║Ż©1 Ī½ 255Ż®
Ī± ų„▌S▒Č┬╩Ż║50% Ī½ 120% ╣▓ 8 ╝ē(j©¬)īŹ(sh©¬)Ģr(sh©¬)ą▐š{(di©żo)
Ī± ų„▌S║ŃŠĆ╦┘┐žųŲ
Ī± ╣źĮz裣h(hu©ón)Ż¼äéąį╣źĮz
ĄČŠ▀╣”─▄
Ī± ĄČŠ▀ķL(zh©Żng)Č╚ča(b©│)āö
Ī± ĄČ╝Ō░ļÅĮča(b©│)āöŻ©C ą═Ż®
Š½Č╚ča(b©│)āö
Ī± ┬▌ŠÓš`▓Ņča(b©│)āöŻ║ča(b©│)āö³c(di©Żn)öĄ(sh©┤)Īóča(b©│)āöķgĖ¶Īóča(b©│)āöįŁ³c(di©Żn)┐╔įO(sh©©)Č©
Ī± Ę┤Ž“ķgŽČča(b©│)āöŻ║┐╔įO(sh©©)Č©ęį╣╠Č©Ņl┬╩╗“╔²ĮĄ╦┘ĘĮ╩Įča(b©│)āöÖC(j©®)┤▓Ą─Ę┤Ž“ķgŽČ┴┐
PLC ╣”─▄
Ī± ā╔╝ē(j©¬) PLC │╠ą“Ż¼╠Ä└Ē╦┘Č╚×ķ 1.5μs/ ▓Į╗∙▒ŠųĖ┴ŅŻ╗ūŅČÓ 4700 ▓Į , Ą┌ 1 ╝ē(j©¬)│╠ą“ų▄Ų┌ 8ms
Ī± ų¦│ų PLC Š»Ėµ║═ PLC ł¾(b©żo)Š»
Ī± ų¦│ųČÓ PLC │╠ą“Ż©ūŅČÓ 20 éĆ(g©©)Ż®Ż¼«ö(d©Īng)Ū░▀\(y©┤n)ąąĄ─ PLC │╠ą“┐╔▀xō±
Ī± ųĖ┴ŅöĄ(sh©┤)Ż║45 éĆ(g©©)Ż©Ųõųą╗∙▒ŠųĖ┴Ņ 10 éĆ(g©©)Ż¼╣”─▄ųĖ┴Ņ 35 éĆ(g©©)Ż®
Ī± I/O å╬į¬▌ö╚ļ / ▌ö│÷Ż║36/36
Ī± 7.0 ėó┤ńīÆŲ┴ LCDŻ¼Ęų▒µ┬╩×ķ 800×480
Ī± ųą╬─Īóėó╬─Ą╚ČÓĘNšZ(y©│)čį’@╩Š
Ī± Č■ŠSĄČŠ▀▄ē█E’@╩Š
Ī± īŹ(sh©¬)Ģr(sh©¬)Ģr(sh©¬)ńŖ
▓┘ū„╣▄└Ē
Ī± ▓┘ū„ĘĮ╩ĮŻ║ŠÄ▌ŗĪóūįäė(d©░ng)Īóõø╚ļĪóÖC(j©®)┤▓╗ž┴ŃĪó╩ų▌å / å╬▓ĮĪó╩ųäė(d©░ng)ĪóDNC
Ī± ČÓ╝ē(j©¬)▓┘ū„ÖÓ(qu©ón)Ž▐╣▄└Ē
Ī± ł¾(b©żo)Š»╚šųŠ
│╠ą“ŠÄ▌ŗ
Ī± │╠ą“╚▌┴┐Ż║56MBĪóūŅČÓ┐╔┤µā”(ch©│) 400 éĆ(g©©)│╠ą“Ż©║¼ūė│╠ą“Īó║Ļ│╠ą“Ż®
Ī± ŠÄ▌ŗ╣”─▄Ż║│╠ą“ / │╠ą“Č╬ / ūųÖz╦„Īóą▐Ė─Īóäh│²ĪóÅ═(f©┤)ųŲĪóš│┘N
Ī± │╠ą“Ė±╩ĮŻ║ISO ┤·┤aŻ¼ų¦│ųšZ(y©│)Šõ╩Į║Ļ┤·┤aŠÄ│╠Ż¼ų¦│ųŽÓī”(du©¼)ū°ś╦(bi©Īo)ĪóĮ^ī”(du©¼)ū°ś╦(bi©Īo)ĪóśOū°ś╦(bi©Īo)ŠÄ│╠
Ī± │╠ą“š{(di©żo)ė├Ż║ų¦│ųĦģóöĄ(sh©┤)Ą─║Ļ│╠ą“š{(di©żo)ė├Ż¼4 ╝ē(j©¬)ūė│╠ą“ŪČ╠ū
═©ą┼╣”─▄
Ī± RS232Ż║┴Ń╝■│╠ą“ĪóģóöĄ(sh©┤)Ą╚╬─╝■ļpŽ“é„▌öŻ¼ų¦│ų PLC │╠ą“ĪóŽĄĮy(t©»ng)▄ø╝■┤«┐┌╔²╝ē(j©¬)
Ī± USBŻ║U ▒P╬─╝■▓┘ū„ĪóU ▒P╬─╝■ų▒Įė╝ė╣żŻ¼ų¦│ų PLC │╠ą“ĪóŽĄĮy(t©»ng)▄ø╝■ U ▒P╔²╝ē(j©¬)
Ī± ų¦│ų┤«┐┌ DNC ╝ė╣ż╣”─▄║═ USB į┌ŠĆ╝ė╣ż╣”─▄
┐╔┐┐ąį╝░░▓╚½╣”─▄
Ī± Šo╝▒═Żų╣
Ī± ė▓╝■ąą│╠Ž▐╬╗
Ī± ▄ø╝■ąą│╠Öz▓ķ
Ī± öĄ(sh©┤)ō■(j©┤)éõĘ▌┼c╗ųÅ═(f©┤)
G ┤·┤a▒Ē
┤·┤a╣”─▄┤·┤a╣”─▄
G00Č©╬╗ ( ┐ņ╦┘ęŲäė(d©░ng) )G51▒╚└²┐sĘ┼
G01ų▒ŠĆ▓Õča(b©│) ( ŪąŽ„▀M(j©¼n)Įo )G53▀xō±ÖC(j©®)┤▓ū°ś╦(bi©Īo)ŽĄ
G02łA╗Ī▓Õča(b©│) CW( ĒśĢr(sh©¬)ßś )G54▀xō±╣ż╝■ū°ś╦(bi©Īo)ŽĄ 1
G03łA╗Ī▓Õča(b©│) CCW( ─µĢr(sh©¬)ßś )G55▀xō±╣ż╝■ū°ś╦(bi©Īo)ŽĄ 2
G04Ģ║═ŻĪó£╩(zh©│n)═ŻG56▀xō±╣ż╝■ū°ś╦(bi©Īo)ŽĄ 3
G12┤µā”(ch©│)ąą│╠Öz£y(c©©)╣”─▄Įė═©G57▀xō±╣ż╝■ū°ś╦(bi©Īo)ŽĄ 4
G13┤µā”(ch©│)ąą│╠Öz£y(c©©)╣”─▄öÓķ_G58▀xō±╣ż╝■ū°ś╦(bi©Īo)ŽĄ 5
G15śOū°ś╦(bi©Īo)ųĖ┴Ņ╚ĪŽ¹G59▀xō±╣ż╝■ū°ś╦(bi©Īo)ŽĄ 6
G16śOū°ś╦(bi©Īo)ųĖ┴ŅG54.1-G54.50▀xō±ĖĮ╝ė╣ż╝■ū°ś╦(bi©Īo)ŽĄ
G17XY ŲĮ├µ▀xō±G60å╬ĘĮŽ“Č©╬╗
G18ZX ŲĮ├µ▀xō±G61£╩(zh©│n)═ŻĘĮ╩Į
G19YZ ŲĮ├µ▀xō±G62ūįäė(d©░ng)╣šĮŪ▒Č┬╩
G20ėóųŲöĄ(sh©┤)ō■(j©┤)▌ö╚ļG63╣źĮzĘĮ╩Į
G21╣½ųŲöĄ(sh©┤)ō■(j©┤)▌ö╚ļG64ŪąŽ„ĘĮ╩Į
G22─µĢr(sh©¬)ßśłAā╚(n©©i)░╝▓█┤ųŃŖG65║Ļ│╠ą“ųĖ┴Ņ
G23ĒśĢr(sh©¬)ßśłAā╚(n©©i)░╝▓█┤ųŃŖG68ū°ś╦(bi©Īo)ą²▐D(zhu©Żn)
G24─µĢr(sh©¬)ßśĘĮŽ“╚½łAā╚(n©©i)Š½ŃŖ裣h(hu©ón)G69ū°ś╦(bi©Īo)ą²▐D(zhu©Żn)╚ĪŽ¹
G25ĒśĢr(sh©¬)ßśĘĮŽ“╚½łAā╚(n©©i)Š½ŃŖ裣h(hu©ón)G73Ė▀╦┘╔Ņ┐ū╝ė╣żčŁŁh(hu©ón)
G26─µĢr(sh©¬)ßś═ŌłAŠ½ŃŖ裣h(hu©ón)G74ū¾ą²╣źĮz裣h(hu©ón)
G27ĘĄ╗žģó┐╝³c(di©Żn)Öz£y(c©©)G76Š½ńM裣h(hu©ón)
G28ĘĄ╗žģó┐╝³c(di©Żn)G80╣╠ȩ裣h(hu©ón)╚ĪŽ¹
G29Å─ģó┐╝³c(di©Żn)ĘĄ╗žG81Ń@┐ū裣h(hu©ón) ( ³c(di©Żn)Ń@裣h(hu©ón) )
G30ĘĄ╗ž 2Īó3Īó4 ģó┐╝³c(di©Żn)G82Ń@┐ū裣h(hu©ón)Ż¼’┴ńM裣h(hu©ón)
G31╠°▐D(zhu©Żn)╣”─▄G83┼┼ą╝Ń@┐ū裣h(hu©ón)
G32ĒśĢr(sh©¬)ßś═ŌłAŠ½ŃŖ裣h(hu©ón)G84ėęą²╣źĮz裣h(hu©ón)
G33─µĢr(sh©¬)ßśŠžą╬░╝▓█┤ųŃŖG85ńM┐ū裣h(hu©ón)
G34ĒśĢr(sh©¬)ßśŠžą╬░╝▓█┤ųŃŖG86ńM┐ū裣h(hu©ón)
G35─µĢr(sh©¬)ßśŠžą╬░╝▓█ā╚(n©©i)Š½ŃŖ裣h(hu©ón)G87▒│ńM┐ū裣h(hu©ón)
G36ĒśĢr(sh©¬)ßśŠžą╬░╝▓█ā╚(n©©i)Š½ŃŖ裣h(hu©ón)G88ńM┐ū裣h(hu©ón)
G37─µĢr(sh©¬)ßśŠžą╬═ŌŠ½ŃŖ裣h(hu©ón)G89ńM┐ū裣h(hu©ón)
G38ĒśĢr(sh©¬)ßśŠžą╬═ŌŠ½ŃŖ裣h(hu©ón)G90Į^ī”(du©¼)ųĄŠÄ│╠
G39╣šĮŪŲ½ų├łA╗Ī▓Õča(b©│)G91į÷┴┐ųĄŠÄ│╠
G40ĄČŠ▀░ļÅĮča(b©│)āö╚ĪŽ¹G92ĖĪäė(d©░ng)ū°ś╦(bi©Īo)ŽĄįO(sh©©)Č©
G41ū¾é╚(c©©)ĄČŠ▀░ļÅĮča(b©│)āöG94├┐Ęų▀M(j©¼n)Įo
G42ėęé╚(c©©)ĄČŠ▀░ļÅĮča(b©│)āöG95├┐▐D(zhu©Żn)▀M(j©¼n)Įo
G43š²ĘĮŽ“ĄČŠ▀ķL(zh©Żng)Č╚ča(b©│)āöG96║Ńų▄╦┘┐žųŲŻ©ŪąŽ„╦┘Č╚Ż®Ż®
G44žō(f©┤)ĘĮŽ“ĄČŠ▀ķL(zh©Żng)Č╚ča(b©│)āöG97║Ńų▄╦┘┐žųŲ╚ĪŽ¹Ż©ŪąŽ„╦┘Č╚Ż®
G49ĄČŠ▀ķL(zh©Żng)Č╚ča(b©│)āö╚ĪŽ¹G98ĘĄ╗ž│§╩╝ŲĮ├µ
G50▒╚└²┐sĘ┼╚ĪŽ¹G99ĘĄ╗žĄĮ R ³c(di©Żn)ŲĮ├µ
PLC ųĖ┴Ņ▒Ē
ųĖ┴Ņ┤·┤a╣”─▄ųĖ┴Ņ┤·┤a╣”─▄ųĖ┴Ņ┤·┤a╣”─▄
RDūx│Żķ_ė|³c(di©Żn)SPEūė│╠ą“ĮY(ji©”)╩°DIFU╔Ž╔²čžÖz£y(c©©)
RD.NOTūx│Żķ]ė|³c(di©Żn)SETų├╬╗DIFDŽ┬ĮĄčžÖz£y(c©©)
WRT▌ö│÷ŠĆ╚”RSTÅ═(f©┤)╬╗COMPČ■▀M(j©¼n)ųŲöĄ(sh©┤)▒╚▌^
WRT.NOT▌ö│÷ŠĆ╚”╚ĪĘ┤JMPBś╦(bi©Īo)╠¢(h©żo)╠°▐D(zhu©Żn)COINę╗ų┬ąį▒╚▌^
AND│Żķ_ė|³c(di©Żn)┤«┬ō(li©ón)LBLś╦(bi©Īo)╠¢(h©żo)MOVNöĄ(sh©┤)ō■(j©┤)é„╦═
AND.NOT│Żķ]ė|³c(di©Żn)┤«┬ō(li©ón)TMRČ©Ģr(sh©¬)Ų„MOVBę╗éĆ(g©©)ūų╣Ø(ji©”)Ą─é„╦═
OR│Żķ_ė|³c(di©Żn)▓ó┬ō(li©ón)TMRB╣╠Č©Č©Ģr(sh©¬)Ų„MOVWČ■éĆ(g©©)ūų╣Ø(ji©”)Ą─é„╦═
OR.NOT│Żķ]ė|³c(di©Żn)▓ó┬ō(li©ón)TMRC╚╬ęŌĄžųĘČ©Ģr(sh©¬)Ų„XMOVČ■▀M(j©¼n)ųŲūāųĘöĄ(sh©┤)ō■(j©┤)é„╦═
OR.STKļŖ┬ĘēKĄ─▓ó┬ō(li©ón)CTRČ■▀M(j©¼n)ųŲėŗ(j©¼)öĄ(sh©┤)Ų„DSCHČ■▀M(j©¼n)ųŲöĄ(sh©┤)ō■(j©┤)╦č╦„
AND.STKļŖ┬ĘēKĄ─┤«┬ō(li©ón)DECČ■▀M(j©¼n)ųŲūg┤aADDČ■▀M(j©¼n)ųŲ╝ėĘ©
END1Ą┌ę╗╝ē(j©¬)Ēśą“│╠ą“ĮY(ji©”)╩°CODČ■▀M(j©¼n)ųŲ┤·┤a▐D(zhu©Żn)ōQSUBČ■▀M(j©¼n)ųŲ£pĘ©
END2Ą┌Č■╝ē(j©¬)Ēśą“│╠ą“ĮY(ji©”)╩°COM╣½╣▓ŠĆ┐žųŲANDF▀ē▌ŗ┼c
CALLš{(di©żo)ė├ūė│╠ą“COME╣½╣▓ŠĆ┐žųŲĮY(ji©”)╩°ORF▀ē▌ŗ╗“
CALLU¤oŚl╝■š{(di©żo)ė├ūė│╠ą“ROTČ■▀M(j©¼n)ųŲą²▐D(zhu©Żn)┐žųŲNOT▀ē▌ŗĘŪ
SPūė│╠ą“SFT╝─┤µŲ„ęŲ╬╗EOR«É╗“

ūóŻ║┬ō(li©ón)ŽĄ╬ęĢr(sh©¬)Ż¼šł(q©½ng)šf╩Ūį┌Ī░░┴┴óÖC(j©®)┤▓ŠW(w©Żng)Ī▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ











