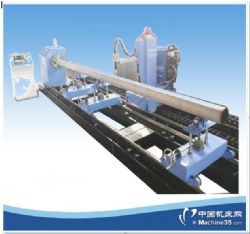
1.機架采用全焊接結(jié)構(gòu),堅固合理,操作簡單,持久耐用。
2.切割速度快,精度高。切割口小,整齊,無掉渣現(xiàn)象。在傳統(tǒng)的數(shù)控系統(tǒng)的基礎(chǔ)上,改進了切割用的控制方式,避免了二次修整加工。
3.適用于低炭鋼板、銅板、鐵板、鋁板、鍍鋅板、鈦金板等金屬板材。
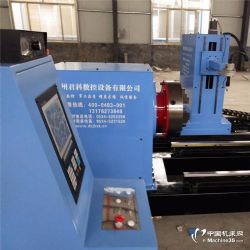
4.數(shù)控系統(tǒng)配置高。自動引弧,性能穩(wěn)定,引弧成功率達到99﹪以上。
5.支持文泰、北航海爾、ARTCAM、Type3等軟件生成的標準G代碼路徑文件。控制系統(tǒng)采用U盤交換加工文件,操作方便快捷
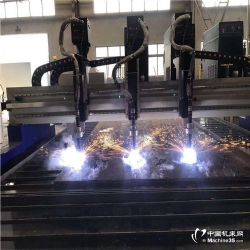
工作原理:等離子是加熱到極高溫度并被高度電離的氣體,它將電弧功率將轉(zhuǎn)移到工件上,高熱量使工件熔化并被吹掉,形成等離子弧切割的工作狀態(tài)。
壓縮空氣進入割炬后由氣室分配兩路,即形成等離子氣體及輔助氣體。等離子氣體弧起熔化金屬作用,而輔助氣體則冷卻割炬的各個部件并吹掉已熔化的金屬。
切割電源包括主電路及控制電路兩部分,電氣原理:主電路包括接觸器,高漏抗的三相電源變壓器,三相橋式整流器,高頻引弧線圈及保護元件等組成。
由高漏抗引成陡將的電源外特性控制電路通過割炬上的按鈕開關(guān)來完成整個切割工藝過程:預通氣—主電路供電—高頻引弧—切割過程—息弧—停止。
主電路的供電由接觸器控制;氣體的通短由電磁閥控制;由控制電路控制高頻振蕩器引燃電弧,并在電弧建立后使高頻停止工作。
此外,控制電路尚具備以下內(nèi)部鎖定功能:熱控開關(guān)動作,停止工作。
注:聯(lián)系我時,請說是在“傲立機床網(wǎng)”上看到的,謝謝!