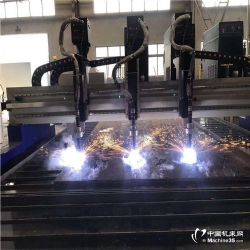
近年來,國外廠家開發了稱為精細等離子或稱為高精度等離子的新技術,國內已有廠家引進。效果較好。通過改進割矩的設計,較顯著地提高了工件切割面質量,韶邊垂直度可達0-1.5度對提高厚板切割質量尤其有利。由于改進了切割槍,電極壽命得到數倍提高。但其割槍距鋼板距離要求較高,要求割槍上的高度傳感器反應更靈敏,割槍升降反應更快。
因此,采用等離子切割4—30毫米鋼板是比較理想的方法,可避免氧乙缺切割速度慢、變形大、切口镕化嚴重、掛渣嚴重等缺點。獲得了一定厚度的不銹鋼等材料的下料。
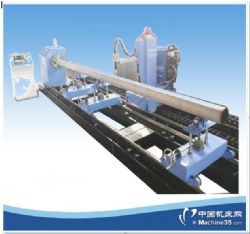
等離子弧切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
等離子切割配合不同的工作氣體可以切割各種氧氣切割難以切割的金屬,尤其是對于有色金屬(不銹鋼、鋁、銅、鈦、鎳)切割效果更佳;其主要優點在于切割厚度不大的金屬的時候,等離子切割速度快,尤其在切割普通碳素鋼薄板時,速度可達氧切割法的5~6倍、切割面光潔、熱變形小、較少的熱影響區。等離子切割機廣泛運用于汽車、機車、壓力容器、化工機械、核工業、通用機械、工程機械、鋼結構、船舶等各行各業。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!