
上海騰樺電氣設備有限公司
這時,才是可編程邏輯控制器的真正輸出,小結根據上述過程的描述,可以對PLC工作過程的特點小結如下:[5]①PLC采用集中采樣,集中輸出的工作方式,這種方式減少了外界干擾的影響。

使其功能發生了飛躍,更高的運算速度,超小型體積,更可靠的工業抗干擾設計,模擬量運算,PID功能及極高的性價比奠定了它在現代工業中的地位,20世紀80年代初,可編程邏輯控制器在先進工業國家中已獲得廣泛應用。
是隨著單片機大量采用,大大增強了PLC的能力,并且使PLC與微型機控制系統之間的差別越來越小,是高檔PLC更是如此,[6]系統集成編輯在制造工業中存在大量的開關量為主的開環的順序控制,它按照邏輯條件進行順序動作號按照時序動作;另外還有與順序。
PLC在實現各種數量的I/O控制的同時,還具備輸出模擬電壓和數字脈沖的能力,使得它可以控制各種能接收這些信號的伺服電機,步進電機,變頻電機等,加上觸摸屏的人機界面支持,施耐德的PLC可以滿足您在過程控制中任何層次上的需求。
有不帶電池的,也有帶卡的,帶電池的,程序存在MMC卡中,如果沒有存儲卡,需要電池保存程序的,更換電池時候務必注意,帶電的情況下,將舊電池取出來,然后將新電池換上即可,優點編輯可靠PLC不需要大量的活動元件和連線電子元件。
中檔機和低檔機,低檔機這類可編程序控制器,具有基本的控制功能和一般的運算能力,工作速度比較低,能帶的輸入和輸出模塊的數量比較少,比如,德國SIEMENS公司生產的S7-200就屬于這一類,中檔機這類可編程序控制器。
可編程邏輯控制器是種專門為在工業環境下應用而設計的數字運算操作電子系統,它采用一種可編程的存儲器,在其內部存儲執行邏輯運算,順序控制,定時,計數和算術運算等操作的指令,通過數字式或模擬式的輸入輸出來控制各種類型的機械設備或生產過程。

企業主要業務經營范圍: 為工業企業數字化工廠產線設計、建設、互聯互通等提供的產品、和服務; 為工業企業提供遠程數據采集、監控、調試運維及工業大數據平臺解決方案和服務; 為工業企業和政府提供西門子電氣自動化控制、傳動整體解決方案及項目集成、實施應用; 為工業企業提供西門子工業軟件及數字化工廠解決方案和實施服務; 為工業企業提供西門子自動化控制、網絡通訊、變頻電機、低壓元器件、智能儀表等電氣控制、傳動 產品及高、中、低壓、西門子8PT配電產品、能源集團自動化等產品、和服務;
因此這個滯后時間的長短又主要取決于循環周期的長短,此外,影響滯后時間的因素還有輸入濾波時間,輸出電路的滯后時間等,④輸出映像寄存器的內容取決于用戶程序掃描執行的結果,⑤輸出鎖存器的內容由上一次輸出刷新期間輸出映像寄存器中的數據決定。
3.SIMATICS7-400PLCS7-400PLC是用于中,高檔性能范圍的可編程序控制器,S7-400PLC采用模塊化無風扇的設計,可靠耐用,同時可以選用多種級別(功能逐步升級)的CPU,并配有多種通用功能的模板。
它的連線大大減少,與此同時,系統的維修簡單,維修時間短,Plc采用了一系列可靠性設計的方法進行設計,例如:冗余的設計,斷電保護,故障診斷和信息保護及恢復,PLC是為工業生產過程控制而專門設計的控制裝置。
PLC存在I/O響應延遲問題,尤其在快速響應設備中應加以注意,四,輸出有繼電器型,晶體管型(高速輸出時宜選用),輸出可直接帶輕負載(LED指示燈等);五,輸入/斷開的時間要大于PLC掃描時間;六,PLC輸出電路中沒有保護。

西門子(SIMATIC)PLC的6代1,西門子公司的產品早是1975年投放市場的SIMATICS3,它實際上是帶有簡單操作接口的二進制控制器,2,1979年,S3系統被SIMATICS5所取代,該系統廣泛地使用了微處理器。
所以采集現場數據是十分必要的功能,在此基礎上將PLC與上位計算機或觸摸屏相連接,既可以觀察這些數據的當前值,又能及時進行統計分析,有的PLC具有數據記錄單元,可以用一般個人電腦的存儲卡插入到該單元中保存采集到的數據。
完成上述三個階段稱作一個掃描周期,在整個運行期間,PLC的CPU以一定的掃描速度重復執行上述三個階段,輸入采樣在輸入采樣階段,PLC以掃描方式依次地讀入所有輸入狀態和數據,并將它們存入I/O映象區中的相應得單元內。
一般來說可以從三個角度對可編程序控制器進行分類。其一是從可編程序控制器的控制規模大小去分類,其二是從可編程序控制器的性能高低去分類,其三是從可編程序控制器的結構特點去分類
要用數字電壓表或精度為1%的表測量(2)電源機架,CPU主板都只能在主電源切斷時取下,(3)在RAM模塊從CPU取下或插入CPU之前,要斷開PC的電源,這樣才能保證數據不混亂,(4)在取下RAM模塊之前。
監視和控制變量十分容易,西門子PLCS7-300系列PLC安裝及注意事項:一,輔助電源功率較小,只能帶動小功率的設備(光電傳感器等);二,一般PLC均有一定數量的占有點數(即空地址接線端子),不要將線接上;三。

要格外小心,輕拿輕放,并運離產生靜電的物品,(7)更換元件不得帶電操作,(8)檢修后模板安裝一定要安插到位電池更換編輯當PLC的用戶程序要保留在RAM中時,就會用到電池,電池通常是3V或3.6V的不可充電的鋰電池。
更良好的WINDOWS用戶界面等優勢,其機型為:S7-200,300,400,5,1996年,在過程控制領域,西門子公司又提出PCS7(過程控制系統7)的概念,將其優勢的WINCC(與WINDOWS兼容的操作界面)。
并固化到只讀存儲器(ROM)中,用戶不能訪問,[4]輸入單元輸入單元是PLC與被控設備相連的輸入接口,是信號進入PLC的橋梁,它的作用是接收主令元件,檢測元件傳來的信號,輸入的類型有直流輸入,交流輸入。
均有相應的模板可與工業現場的器件(如按鈕,開關,傳感電流變送器,電機啟動器或控制閥等)直接連接,并通過總線與CPU主板連接,(5)安裝方便,與計算機系統相比,PLC的安裝既不需要機房,也不需要嚴格的屏蔽措施。
前些天,有一臺S7-300控制的加熱爐溫度在使用中突然溫度失去控制,在升溫階段內升溫在較長時間也無法加熱到工藝溫度值。
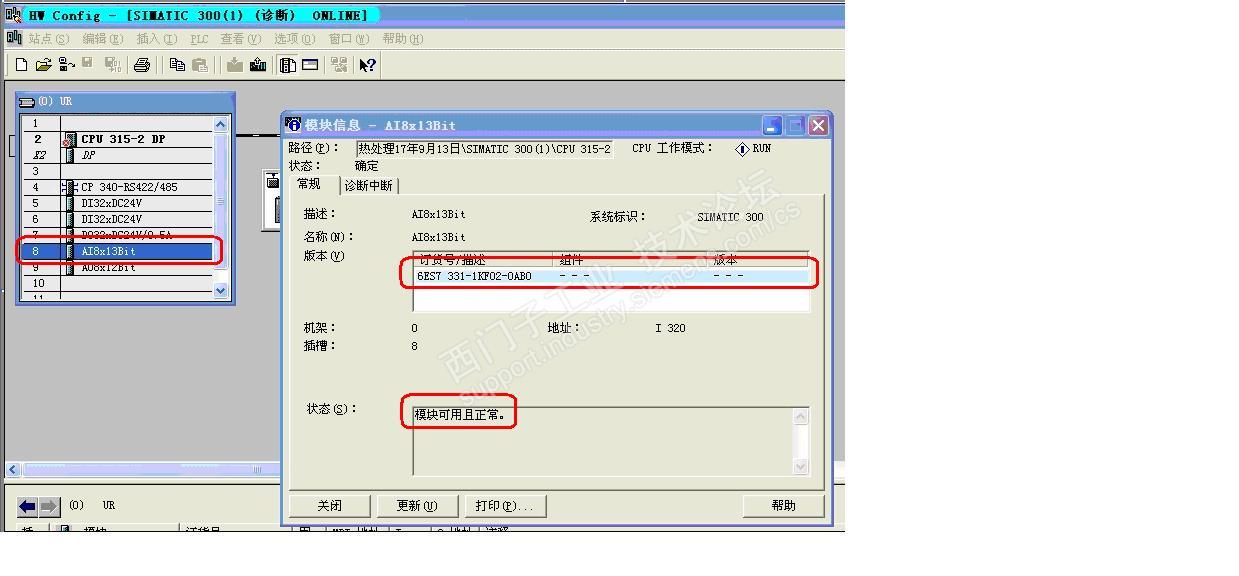
于是,趕到現場,打開STEP7,利用硬件組態、交叉引用表等手段,很快找到了控制溫度的程序段,連接好通訊在線監控,發現該溫度控制輸入模塊(6ES7 1KF02-0AB0)的所有通道輸入值,均毫無規律的大、小變化(因為這臺設備使用已經有5-6年,排除初次調試的干擾問題)。到燃燒器側查看執行器(4-20mA控制執行器開度)但溫度在沒有達到預設值時且未打開風閥(電動執行器),將執行器運行狀態切換到手動操作,可以由人工自由控制開度(說明執行器電源、機械部分完好),故障點在執行器的模擬量4-20mA輸入側。
重新回到控制柜,打開該模塊的硬件診斷在線,圖示:
對可靠性要求很高的系統,應考慮是否采用冗余系統或熱備用系統,機型盡量統一一個企業,應盡量做到PLC的機型統一,主要考慮到以下三方面問題:1)機型統一,其模塊可互為備用,便于備品備件的采購和管理,2)機型統一,其功能和使用方法類似,有利于力量的培訓和水平的提高。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!








