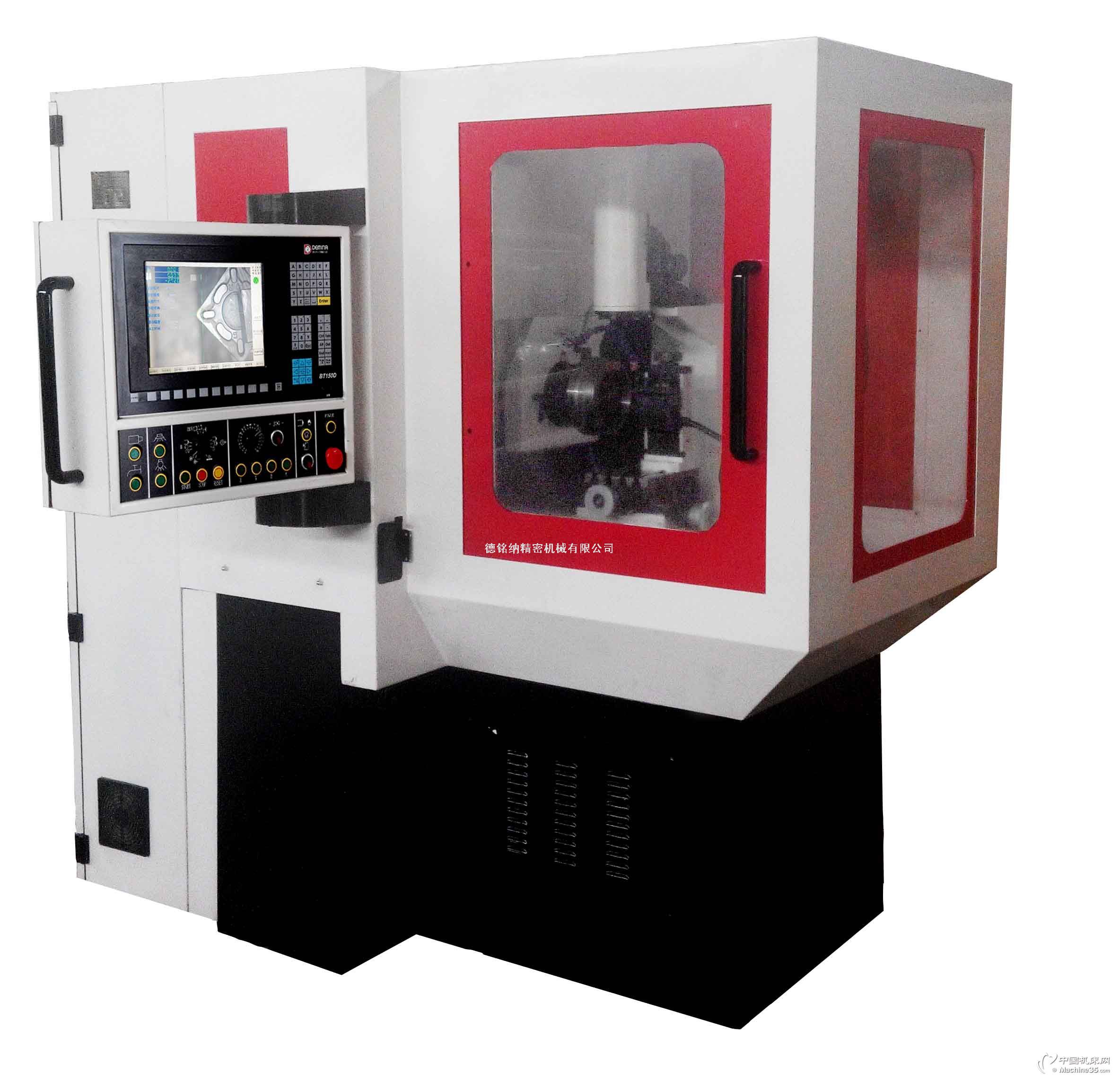
BT-150D是四軸數(shù)控工具磨床,它由砂輪擺動軸(X軸)、砂輪傾角(B軸)、工件水平面內(nèi)旋轉(zhuǎn)軸(C軸)和工件進給軸(Y軸)等四軸組成。其中工件進給軸(Y軸)配備光柵尺,進行閉環(huán)位置反饋,保證微米級的磨削精度。該機床適合中大批量的合金刀片、PCD刀片和CBN刀片的生產(chǎn)。只要對中完成,一按開關(guān),系統(tǒng)就會在重錘重力的作用下自動完成磨削,實現(xiàn)了“恒壓磨削,柔性進給”的理想狀態(tài)。由于金剛石材料(PCD)的硬度高,砂輪快速的磨損,系統(tǒng)可自動檢測這種磨損并進行補償,能長時間維持磨削的尺寸精度。
一,機床特點:
1、機床機械結(jié)構(gòu):機床床身(底座)采用重達1.5噸整體鑄件,能滿足任何超硬材料磨削的要求。機床有磨削液防護罩,保證磨削液不會四處飛濺。光學鏡筒和CCD相機安裝防護罩,保證鏡頭在工作時不進水,并保證其光學調(diào)整不被無意更改。機床內(nèi)部裝有照明燈。
2、機床電主軸:磨頭采用高精度變頻調(diào)速電主軸,功率:5.O千瓦,最高轉(zhuǎn)速可達8000轉(zhuǎn)/分,采用循環(huán)水冷卻,磨頭主軸旋轉(zhuǎn)精度:端跳0.002毫米,徑跳0.003毫米。
3、機床導軌:采用高精度的滾針導軌,使得機床的剛性、精度和耐用性得到明顯提高。
4、伺服機構(gòu):采用控制伺服結(jié)構(gòu),兩個直線進給軸(X和Y軸)和兩個旋轉(zhuǎn)軸(C和B軸)通過伺服電機控制,可在應用程序的驅(qū)動下做四軸聯(lián)動。提高了磨削效率,改善了刃口磨削質(zhì)量。
5、磨頭往復擺動機構(gòu):磨頭在伺服電機的驅(qū)動下,進行擺動,擺動頻率在0-60次/分,擺動幅度在0到120毫米之間隨意調(diào)節(jié),使砂輪均勻消耗,及時自銳,保證磨削精度和粗糙度。由數(shù)控程序控制的機械擺動,擺動幅度,擺動頻率和擺動位置可以在程序中設(shè)定。
6、角度編碼器:在檢測刀具后,可準確地恢復刀具磨削位置,避免刀具多次磨削不復位的弊病,數(shù)顯編碼器角度分辨率達 1'。
7、砂輪軸徑向鎖緊:砂輪主軸徑向鎖緊技術(shù),使兩圓弧導軌凹凸相抱剎緊,達到了無間隙平穩(wěn)接觸,大大增強了設(shè)備的剛性,將刀具刃口的磨削質(zhì)量提高了一個等級。
8、卡具:機床配備固定刀座,在磨削不同厚度的刀具時不需要調(diào)整CCD相機的位置,提高工作效率。
9、潤滑系統(tǒng):潤滑系統(tǒng)采用間歇式自動潤滑系統(tǒng),用戶可以設(shè)置加油時間和加油時間間歇,保證絲桿的使用壽命。
二,技術(shù)突破點
1,磨削應用軟件:采用我公司自主開發(fā)的磨削軟件,可以設(shè)置刀具角度,圓弧大小及進給快慢等磨削參數(shù)。在對好刀具中心后,通過磨削軟件設(shè)置基本參數(shù),機床可以自動磨出高精度刀具。機床所有的參數(shù)均用數(shù)據(jù)庫系統(tǒng)管理,通過加工程序名調(diào)用,方便程序的存儲和查找。該軟件可以顯示刀具影像和數(shù)控軸的坐標,可生成標定線用于顯示旋轉(zhuǎn)軸的中心位置。同時,該軟件負責界面與數(shù)控系統(tǒng)之間的通訊,可將軟件界面的砂輪參數(shù),刀具參數(shù)和加工參數(shù)(如進給量,進給速度和停留時間等)綜合生成數(shù)控代碼(G代碼),傳輸?shù)綌?shù)控系統(tǒng)中,使機床自動完成磨削。該軟件有四種循環(huán)可供任意組合:1)中刃磨削,2)右刃磨削,3)左刃磨削,4)圓弧磨削。可以應對客戶的所有要求,并盡量減少磨削空氣的時間。
2,砂輪自動修整:砂輪自動修整裝置安裝在工作進給軸(Y軸)上,在伺服電機的驅(qū)動下,對金剛石砂輪進行自動修整和清理。
3,在線測量裝置:該接觸式測量裝置安裝在氣動折疊支架上,避免與工作中的砂輪產(chǎn)生干涉,需要測量時,在數(shù)控程序的驅(qū)動下對磨削后的刀具進行測量,其實際測量值與設(shè)定值之間的差值為砂輪的磨損量,可自動補償?shù)缴拜喌暮穸戎抵小?
三,BT-150D金剛石工具磨床刀具磨削應用軟件包
1,軟件包1:單刃刀具軟件包,該軟件包用于典型的金剛石刀具的磨削,可刃磨由二條直線刃和 一條過渡圓弧組成的刀尖。磨削各條直線刃時,砂輪的擺動位置、擺動頻率、擺動幅度均可在程序中任意設(shè)定;可根據(jù)砂輪的耐用度和狀況選擇進給速度、每次進給量、停留時間。可設(shè)定每條邊的安全距離,減少空磨削時間。這些參數(shù)均可不斷優(yōu)化,再存入數(shù)據(jù)庫供日后使用。
2,軟件包2:單圓弧刀具軟件包,該軟件包用于由單條凸圓弧刃和多條直線刃組成的刀具,這類刀具包括:輪轂刀具,成形車刀等。切削刃個數(shù)可任意添加,不受限制。磨削順序可任意編排,其工藝數(shù)據(jù)可編輯,這些參數(shù)均可不斷優(yōu)化,再存入數(shù)據(jù)庫供日后使用。
注:聯(lián)系我時,請說是在“傲立機床網(wǎng)”上看到的,謝謝!