čb┼õŲĮ┼_ėųĘQčb┼õŲĮ░ÕŻ¼ų„ę¬æ¬ė├ė┌äė┴”ÖCąĄįOéõĄ─čb┼õ╝░š{įćŻ¼▒Ē├µÄ¦ėąTą╬▓█Ż¼┐╔ęį╣╠Č©äė┴”ÖCąĄįOéõŻ¼┐╔ęįŲ┤čb╩╣ė├ĪŻ╣żū„├µ╔Ž┐╔╝ė╣żłA┐ūĪóUą═┐ū╗“ķL┐ūĪŻ
Š½Č╚Ż║░┤ć°╝ęś╦£╩ėŗ┴┐ÖzČ©ęÄ│╠JJG117-91ł╠ąąŻ¼Ęų×ķ3╝ēĪóŠ½┼┘ā╔ĘNĪŻ
▓─┘|Ż║ā×┘|Ė▀ÅŖČ╚╗ę┐┌ĶTĶFHT200-250Ż¼╣żū„├µė▓Č╚×ķHB170-240Ż¼ĶT╝■Įø▀^ā╔┤╬╚╦╣ż═╦╗600Īµ-700Īµ╗“ūį╚╗Ģrą¦2-3─ĻŻ¼═Ļ╚½╚ź│²ā╚æ¬┴”Ż¼Š½Č╚ĘĆČ©Ż¼─═─źąį─▄║├ĪŻ
░³čbŻ║─ŠųŲ░³čbĪŻ░³čbŪ░ĮøĘ└õP╠Ä└Ē▓ó═ū╔Ų░³čbŻ¼▒▄├Ōę“░³čb▓╗╔ŲČ°į┌▀\▌ö▀^│╠ųąōpē─«aŲĘĪŻŲĮ░ÕĮøÖzČ©║ŽĖ±║¾Ż¼æ¬ĖĮėą«aŲĘ║ŽĖ±ūC;«aŲĘ║ŽĖ±ūC╔Žæ¬│÷ÅS╚šŲ┌║═«aŲĘą“╠¢ĪŻ
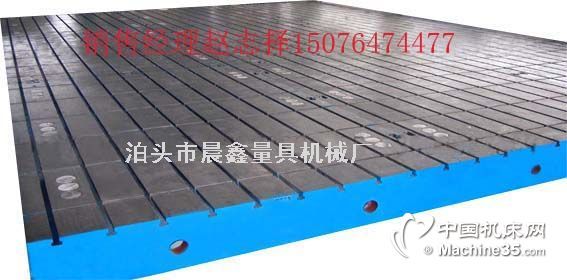
čb┼õŲĮ┼_ęÄĖ±Ż║1000×750-3000×6000Ż©mm)Ż¼╠ž╩ŌęÄĖ±┐╔Ė∙ō■ė├æ¶ąĶŪ¾ųŲįņŻ¼┤¾ė┌┤╦ęÄĖ±Ą─čb┼õŲĮ┼_┐╔ęįŲ┤Įė
čb┼õŲĮ┼_╝╝ągę¬Ū¾Ż║
ĪĪĪĪ1ĪóŲĮ░Õ╣żū„├µ▓╗Ą├ėąć└ųžė░Ēæ═Ōė^║═╩╣ė├ąį─▄Ą─╔░┐ūĪóÜŌ┐ūĪó┴č╝yĪóŖAį³Īó┐s╦╔ĪóäØ║█Īó┼÷é¹ĪóõP³cĄ╚╚▒Ž▌ĪŻ
ĪĪĪĪ2ĪóŲĮ░ÕĄ─ĶTįņ▒Ē├µæ¬ŪÕ│²ą═╔░ŪęŲĮš¹Ż¼═┐Ųß└╬╣╠ĪŻ
ĪĪĪĪ3ĪóŠ½Č╚ĄŪėø×ķ0╝ē-3╝ēĄ─ŲĮ░Õ╣żū„├µ╔ŽŻ¼ų▒ÅĮąĪė┌15mmĄ─╔░┐ūį╩įSė├ŽÓ═¼▓─┴ŽČ┬╚¹Ż¼Ųõė▓Č╚æ¬ąĪė┌ų▄ć·▓─┴ŽĄ─ė▓Č╚ĪŻ╣żū„├µČ┬╚¹Ą─╔░┐ūæ¬▓╗ČÓė┌4éĆŻ¼Ūę╔░┐ūų«ķgĄ─ķgŠÓæ¬▓╗ąĪė┌80mmĪŻ
ĪĪĪĪ4ĪóŲĮ░Õæ¬▓╔ė├ā×┘|╝Ü├▄Ą─╗ę┐┌ĶTĶF╗“║ŽĮĄ╚▓─┴ŽųŲįņŻ¼Ųõ╣żū„├µė▓Č╚æ¬×ķ170-220HBĪŻ
ĪĪĪĪ5ĪóŲĮ░Õ╣żū„├µ═©│Żæ¬▓╔ė├╣╬Ž„╣ż╦ćĪŻī”▓╔ė├╣╬Ž„╝ė╣żĄ─3╝ēŲĮ░Õ╣żū„├µŻ¼Ųõ▒Ē├µ┤ų▓┌Č╚RaĄ─ūŅ┤¾į╩įSųĄ×ķ5umĪŻ
ĪĪĪĪ6ĪóŲĮ├µČ╚╣½▓ŅęŖ▒Ē2Ą─ęÄČ©ĪŻ
ĪĪĪĪ7Īó▓╔ė├╣╬Ž„╣ż╦ćæ¬▀Mąą═┐╔½ī”čąÖz“×ĪŻī”čą║¾’@╩ŠĄ─Įėė|³c├µĘeĄ─▒╚┬╩ęŖ▒Ē3Ą─ęÄČ©Ż║╗“š▀░┤25mm×25mmš²ĘĮą╬├µĘeĄ─Įėė|³cöĄęŖ▒Ē3Ą─ęÄČ©Ż¼Ūę╚╬ęŌ25mm×25mmųąĄ─Įėė|³cöĄų«ķgæ¬▓╗┤¾ė┌5³cĪŻ
čb┼õŲĮ┼_ĶbČ©
ĪĪĪĪ1Īóčb┼õŲĮ┼_╣żū„├µ╔Ž▓╗æ¬ėąõP█EĪóäØ║█Īó┼÷é¹╝░Ųõ╦¹ė░Ēæ╩╣ė├Ą─═Ōė^╚▒Ž▌ĪŻ
ĪĪĪĪ2Īóčb┼õŲĮ┼_╣żū„├µ╔Ž▓╗æ¬ėą╔░┐ūĪóÜŌ┐ūĪó┴č╝yĪóŖAį³╝░┐s╦╔Ą╚ĶTįņ╚▒Ž▌ĪŻĖ„ĶTįņ▒Ē├µæ¬ÅžĄūŪÕ│²ą═╔░Ż¼Ūę▒Ē├µŲĮš¹Īó═┐Ųß└╬╣╠Ż¼Ė„ČÉ▀ģæ¬ą▐ŌgĪŻ
ĪĪĪĪ3ĪóTą═▓█į┌ŲĮ░ÕĄ─ŽÓī”ā╔é╚├µ╔ŽŻ¼æ¬ėą░▓čb╩ų▒·╗“Ą§čb╬╗ų├Ą─įOų├Īó┬▌╝y┐ū╗“łAų∙┐ūĪŻįOų├Ą§čb╬╗ų├Ģræ¬┐╝æ]▒M┴┐£p╔┘ę“Ą§čbČ°ę²ŲĄ─ūāą╬ĪŻ
ĪĪĪĪ4Īóčb┼õŲĮ┼_æ¬ĮøĘĆČ©ąį╠Ä└Ē║═╚ź┤┼ĪŻ
ĪĪĪĪ5Īóčb┼õŲĮ┼_╣żū„├µ┼cé╚├µęį╝░ŽÓÓÅā╔é╚├µĄ─┤╣ų▒╣½▓Ņ×ķ12╝ēŻ©░┤GB1184—8ĪČą╬ĀŅ╬╗ų├╣½▓ŅĪĘęÄČ©Ż®ĪŻ
ĪĪĪĪ6Īóčb┼õŲĮ┼_╣żū„├µĄ─ė▓Č╚æ¬×ķHB170—220╗“187—255ų«ķgĪŻ
ĪĪĪĪ7ĪóTą═▓█ų„ę¬ÖzČ©ĒŚ─┐
ĪĪĪĪ AĪó▓─┘|╝░▒Ē├µė▓Č╚ĪŻBĪóą╬ĀŅ╬╗ų├╣½▓ŅŻ¼║¼├¹┴x│▀┤ńŻ¼┤╣ų▒Č╚╣½▓ŅĪŻCĪó═Ōė^ĪŻDĪóŲĮ├µČ╚ĪŻEĪóĮėė|░▀³cĪŻFĪóŲĮ├µ▓©äė┴┐ĪŻGĪó╣żū„├µį╩įSōŽČ╚ųĄĪŻHĪó▒Ē├µ┤ų▓┌Č╚ĪŻ
ĪĪĪĪ8ĪóŠ½Č╚ģóöĄĪŻ
3╝ēŲĮ░Õ╬┤ęÄČ©Įėė|░▀³cę¬Ū¾ĪŻ1╝ēŲĮ░Õę¬Ū¾Įėė|░▀³cöĄį┌╚╬ęŌ25×25mmŲĮ├µā╚▓╗╔┘ė┌20³cĪŻ2╝ēŲĮ░Õę¬Ū¾Įėė|░▀³cöĄį┌╚╬ęŌ25×25mmŲĮ├µā╚▓╗╔┘ė┌12³cĪŻ
ĪĪ│┐÷╬┴┐Š▀╩█║¾Ę■äš│ąųZ:
1Īóī”╩█│÷«aŲĘīŹąą╚²░³Ż¼į┌╚²░³Ų┌ā╚Ż¼╚ń│÷¼Fė╔«aŲĘųŲįņ┘|┴┐ę²ŲĄ─å¢Ņ}╣żÅS░³ą▐Īó░³ōQĪó░³═╦Ż╗ī”ė╔ė┌Ųõ╦³įŁę“įņ│╔Ą─å¢Ņ}Ż¼╣żÅSĘeśOģfų·ė├æ¶ĮŌøQå¢Ņ}Ż¼ęį▒ŻūC«aŲĘ╝░Ģr═Č▀\Ż¼░č╩┬╣╩ōp╩¦ĮĄĄ═ĄĮūŅĄ═│╠Č╚ĪŻ
2Īóųž┤¾įOéõĄ─░▓čbĪóš{įćŻ¼¼Fł÷╝╝ągĘ■äšė╔Ė▒┐é╣ż│╠Ĥ×ķ╩ūĄ─╝╝ągīŻ╝ęūįĦĻĀ¼Fł÷Ę■䚯¼ęįĮŌøQė├æ¶Ą─Ė„ĘNå¢Ņ}ĪŻųž³c╣ż│╠┼╔±v╣żĄž┤·▒ĒĪŻ
3Īó╣½╦Š«aŲĘĄĮ▀_┘F╠Ä║¾Ż¼╝╝ąg╚╦åTīóžōž¤ģfų·ųĖī¦░▓čbŻ¼š{įćĄ╚╣żū„ĪŻ
4ĪóĘeśO┼õ║Žė├æ¶ĖŃ║├«aŲĘĄ─¼Fł÷▀\ąą║═ŠSūo╣▄└Ē╣żū„Ż¼┐╔ļSĢrŽ“ė├æ¶ęį│╔▒Šār╠ß╣®▒ŠÅS«aŲĘĄ─éõ╝■╝░ĖĮ╝■ĪŻ
ūóŻ║┬ōŽĄ╬ęĢrŻ¼šłšf╩Ūį┌Ī░░┴┴óÖC┤▓ŠWĪ▒╔Ž┐┤ĄĮĄ─Ż¼ųxųxŻĪ