��˾���I(y��)���a(ch��n)�Ͻ��Ƭ�������X���Ƭ���X�ļӹ���õ��оߣ�Ӳ�|(zh��)�Ͻ��Ƭ���|(zh��)���c�ӹ��a(ch��n)Ʒ���|(zh��)���������P(gu��n)ϵ�����_�ĺ������x��Ӳ�|(zh��)�Ͻ��Ƭ��(du��)����߮a(ch��n)Ʒ�|(zh��)�����s�̼ӹ����ڡ��p�ټӹ��ɱ�������Ҫ�����x��Ӳ�|(zh��)�Ͻ��Ƭ�����Ͻ��^�ķN����w�IJ��|(zh��)��ֱ�����X��(sh��)����ȡ��X�Ρ��Ƕȡ����ȶ���(g��)����(sh��)���@Щ����(sh��)�Q�����Ƭ�ļӹ��������������ܡ��x���Ƭ�r(sh��)Ҫ����(j��)��в��ϵķN���ȡ���е��ٶȡ���еķ��������ٶȡ��·������Ҫ��(l��i)�x���Ƭ��
�X���Ƭ���x��ʹ��
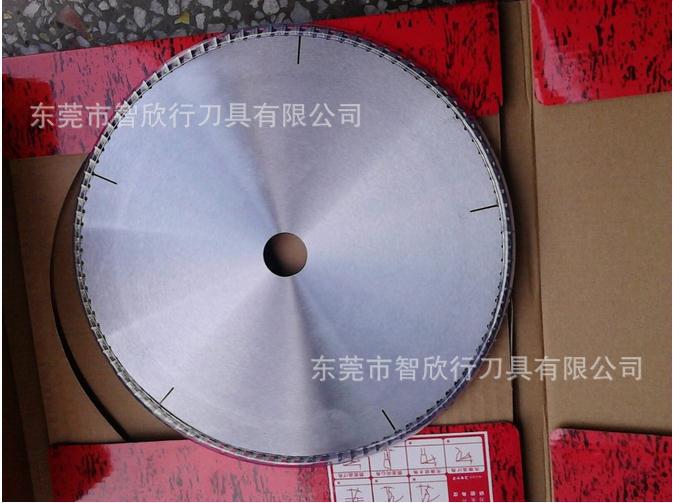
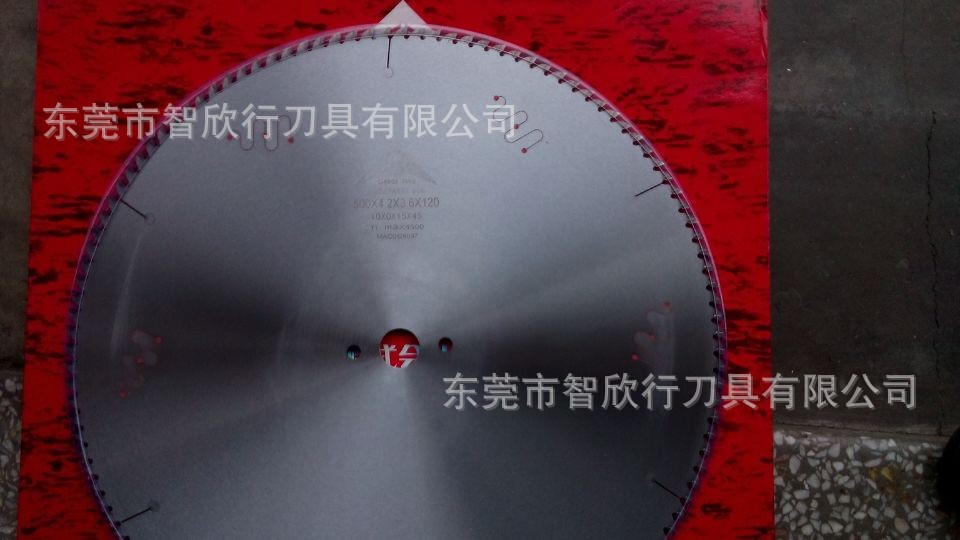
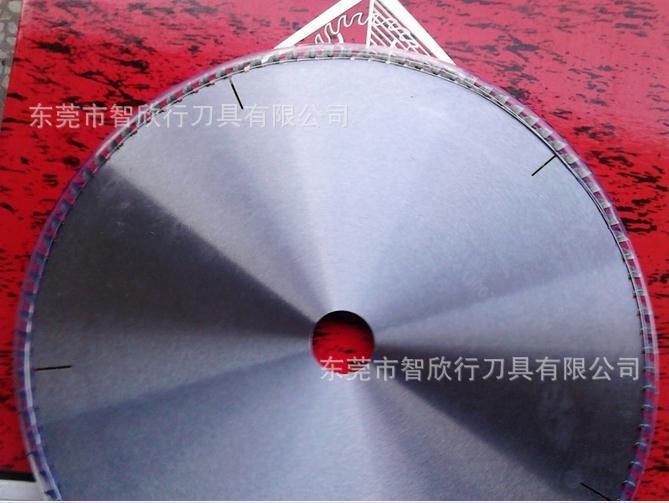
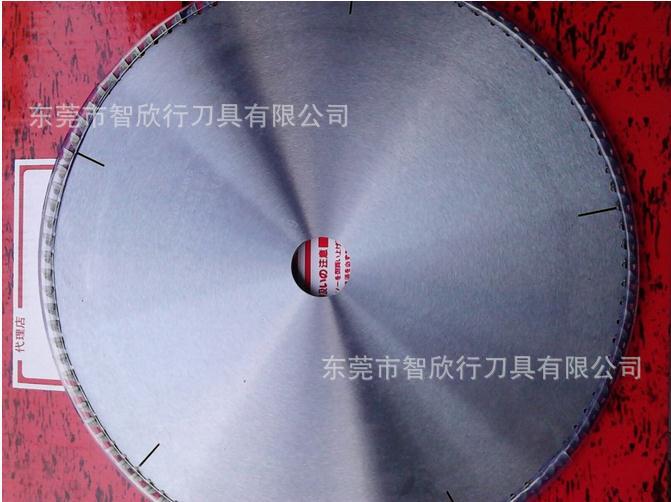
A : ֱ�����x���Ƭֱ���c���õ�����O(sh��)���Լ���й����ĺ�����P(gu��n)���Ƭֱ��С�������ٶ�����(du��)���^�ͣ��Ƭֱ����(du��)�Ƭ������O(sh��)��Ҫ���Ҫ�ߣ�ͬ�r(sh��)���Ч��Ҳ�ߡ��Ƭ���⏽����(j��)��ͬ�ĈA䏙C(j��)�C(j��)���x��ʹ��ֱ��������Ƭ�� ��(bi��o)��(zh��n)����ֱ���У�250MM(10��)��300MM(12��)��350MM(14��)��400MM(16��)��450MM(18��)��500MM(20��)��550MM(22��)��600MM(24��)��
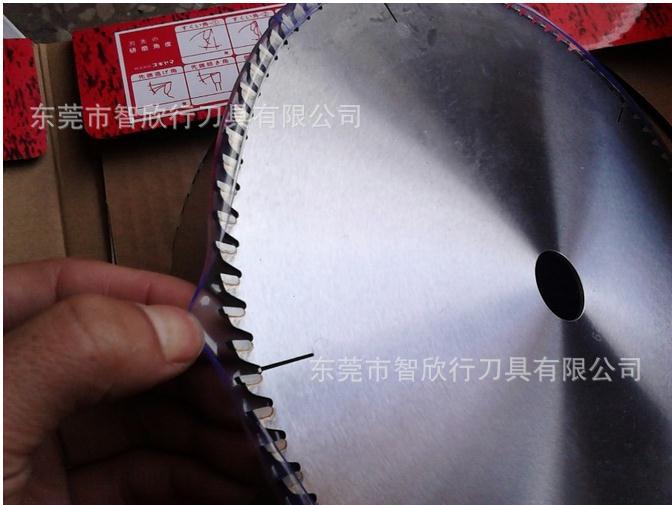
B: �X��(sh��)���x����X���X��(sh��)��һ���(l��i)�f(shu��)�X��(sh��)Խ�࣬�چ�λ�r(sh��)�g��(n��i)�������п�Խ�࣬��������Խ�ã��������X��(sh��)������Ӳ�|(zh��)�Ͻ�(sh��)���࣬�Ƭ�ăr(ji��)��ߣ�����X�^(gu��)�ܣ��X�g����м��׃С�����������Ƭ�l(f��)�������X�^(gu��)�࣬��(d��ng)�M(j��n)�o����ϲ���(d��ng)?sh��)�Ԓ��ÿ�X���������٣���(hu��)�ӄ��п��c������ĥ����Ӱ푵��е�ʹ�É�����ͨ���X�g����15-25mm����(y��ng)����(j��)��еIJ����x��������X��(sh��)����
C: ��ȵ��x���Ƭ�ĺ�ȏ���Փ���҂�ϣ���ƬԽ��Խ�ã�䏿p��(sh��)�H����һ�N���ġ��Ͻ��Ƭ���w�IJ��Ϻ������Ƭ�Ĺ�ˇ�Q�����Ƭ�ĺ�ȣ�����^(gu��)�����Ƭ�����r(sh��)���΄�(d��ng)��Ӱ�������Ч�����x���Ƭ��ȕr(sh��)��(y��ng)���Ƭ�����ķ�(w��n)�����Լ���еIJ���ȥ���]����Щ������;�IJ���Ҫ��ĺ��Ҳ���ض��ģ���(y��ng)ԓ���O(sh��)��Ҫ��ʹ��
ע��(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ڡ������C(j��)���W(w��ng)���Ͽ����ģ��x�x��