表面氮化鉻合金鍍層
此涂層在切割不銹鋼及合金鋼及材質時,相比一般的涂層耐磨性更強,將高速動作下的阻力降低,藉以延長鋸片的壽命及保持長期動作下的穩定性。且在鋸片中加鈷,可以有效提高鋸片的穩定性、硬度及耐磨性。增加鈷含量還可降低鋸片、工件間的摩擦系數。其耐用度是普通高速鋼的1~2倍。此鋸片特別適用于不銹鋼管材,棒材,型材的鋸切、切斷、下料,銑削加工。用在加工普通鋼材、鋁合金、塑料、木材等材料時,效果也很明顯,切斷后斷面毛刺少、鋸片韌性好、鋸切壽命長。
2、氧化涂層
經過蒸氣處理后的鋸片, 表面形成一層氧化層(Fe3O4),這種鋸片表面光滑度好,有助于增強鋸片的自潤能力,冷卻吸收的能力較好,鋸片被材料卡住的現象在一定程度上能夠避免,但是相對于其他涂層的鋸片,切割的數量相對少些.這是我們平時最常用的一種鋸片。
。
高速鋼鋸片-氧化涂層技術參數:
涂層厚度:約5-10微米 表面硬度:約900HV 摩擦系數:0.65
3、鈦金涂層
經過特殊PVD鍍層處理后的鋸片,表面呈金色,其表面硬度達2400HV,較蒸氣處理鋸片提高近3倍,摩察系數降低至0.55,適用于在半自動或全自動金屬圓鋸機上快速鋸切無縫鋼管、鐵管、棒材等,速度比蒸氣處理鋸片提高一倍,有效降低了切割成本.同時,在鋸切不銹鋼管時,也能得到比較滿意的切斷效果
高速鋼鋸片-鈦金涂層技術參數:
涂層厚度:約5微米 表面硬度:約2200-2400HV 氧化溫度: 600℃ 摩擦系數:0.55
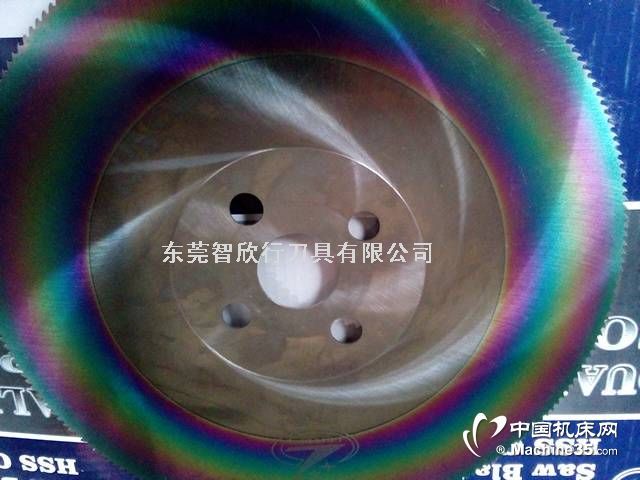
4、紫藍涂層
利用多層PVD涂層處理后的鋸片,達到了非常低的摩擦系數,適合在高切割速度和高進刀量下的精細加工中使用,并且能明顯降低廢屑在刀刃上的粘結。適用于很硬的金屬材料切割,銅合金切割,鈦合金切割,以及粘結現象特別頻繁的材料切割。極高的表面硬度可使鋸片進行高速的切割工作,與其它沒有涂層的鋸片相比,進刀量可提高100%,增加了鋸片的使用壽命。這種鋸片能使切割面非常光滑,鋸片更耐磨,所以應將切割速度提高100% 。
高速鋼鋸片-紫藍涂層技術參數:
涂層厚度:約5微米 表面硬度:約3000-3300HV 氧化溫度: 450℃ 摩擦系數:0.25
高速鋼鋸片(阿波羅Apollo、JULIA HSS-DM05)
高速鋼規格表:
外徑 刃厚 內徑 齒型
250 1.2 32 左右
250 3.0 32 左右
275 2.0 32 左右
300 1.6 32 左右
300 2.0 32 左右
300 3.0 32 左右
315 2.5 32 左右
325 2.5 32 左右
350 2.0 32 左右
350 3.0 32 左右
370 2.5 32 左右
370 3.0 32 左右
400 2.0 32 左右
400 3.0 32 左右
450 2.5 32 左右
450 3.0 32 左右
500 3.0 32 左右
500 3.5 32 左右
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!