為了防止和解決熱砂問題,可采取以下措施(指針對問題的解決辦法)
1.如果吸引力沒有 增加時,這時可以在推拉過程中,讓上板探出下板,加力壓探出的部位,邊加力,邊推拉上板,這樣反復幾次,就可以擠出 些油,來增加板間的吸引力。這種方法盡量不采用,在研磨開始的時候,用這種方法可以擠出 些油,以后隨著切屑的增加,油的濃度 ,就不易擠出油了。如果還不行,就需要馬上停止研磨,重新上油研磨。在研磨過程中,還要經常注意使研磨平板上各處都均勻的磨耗。聽研磨砂子的聲音,是否隨上板的移動而發出“沙沙”的金屬聲音,不能有停頓或異樣的聲音;看板面間的油跡是否均勻。推拉平臺時始終呈“8”字運行。
2.開始研磨時,用小力量推拉,以防把兩板間的油和砂子擠出。推拉上板的運動軌跡呈“8”字運動,盡量把平臺間的油趕勻,手感兩手的推拉力應該 樣。當比較潤滑時,這時應增加旋轉推拉上板的速度, 個行程大約4~5 秒鐘,行程距離應超過平臺尺寸的 半,擺幅 。隨著時間的推移,兩臺間的吸引力逐漸加大,并且十分均勻。3.在拉灰鐵鑄鐵平臺時,兩手用力 定要均勻,速度 定要穩定,走幾個行程要轉動平板90°。在轉動平板和接“8”字運動時, 定要銜接,平穩過度,盡量不要有停頓。推拉的速度隨著平板間的吸引力的 而減少。
4.采取增濕通風冷卻處理。我國有幾家工廠應用結構良好的進口增濕設備,能將型砂溫度降低到要求范圍內。國內有的工廠只是在落砂后斜爬皮帶上自行安裝 個簡易的物化噴水裝置),根據來砂多少自動調節噴水量,也可以使砂溫適當降低。
5.對于經濟條件較好的工廠,重要的措施是在砂處理系統設計階段就考慮到加大砂系統實際容量,減少型砂使用的循環次數,每班舊砂循環不超過兩遍。
6.為了放置熱砂黏附模樣,除了 在模板上噴涂以煤油或輕才有為原料的脫模劑以外,還可采用模板加熱裝置,減小型砂與模樣的溫度差異,避免水蒸氣凝聚在模板上,從而減少起模時砂型損壞但是模板加熱溫度不可高于型砂溫度,以免型腔表面脫水變脆而產生砂孔缺陷。
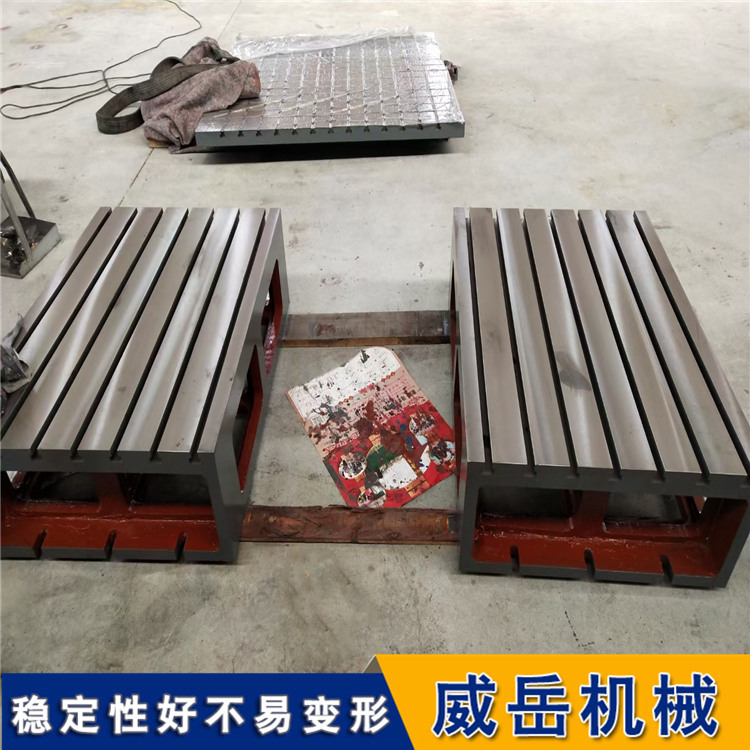
灰鐵鑄鐵平臺的日常保養維護:
A、灰鐵鑄鐵平臺應該安裝在通風、干燥、恒溫的環境中,遠離熱源,遠離有腐蝕的氣體和液體。
B、要對灰鐵鑄鐵平臺實行定期檢測,檢定周期要根據具體情況分為6-12個月。
C、使用灰鐵鑄鐵平臺完畢后要及時把T型槽裝配平臺的工作臺面清洗干凈,然后均勻涂上 層防銹油并蓋上防銹紙,在用外包裝把灰鐵鑄鐵平臺蓋好,防止在不注意的情況下對灰鐵鑄鐵平臺的工作臺面造成損傷與磕碰。
D、在使用灰鐵鑄鐵平臺檢測工件時要輕拿輕放,不要在灰鐵鑄鐵平臺面上推動比較粗糙的工件,以免對灰鐵鑄鐵平臺的工作臺面造成磕碰、劃傷等損壞。使用完畢后要將工件從灰鐵鑄鐵平臺面上拿下來,工件長時間重壓工作臺面使灰鐵鑄鐵平臺變形。
E、先為了防止灰鐵鑄鐵平臺發生變形,要把灰鐵鑄鐵平臺的支撐點墊好、墊平、墊實。每個支撐點受力均勻,整個灰鐵鑄鐵平臺的平穩。在由技術人員把灰鐵鑄鐵平臺調整至合格精度。
F、灰鐵鑄鐵平臺調試完成后就可以正常使用了,室溫要保持在20度左右,在平板臺面上檢測工件要輕挪輕放,要均勻使用整個灰鐵鑄鐵平臺的有效面積。不要集中使用平板的 個區域。
河北威岳機械有限公司本著專業執著,精益求精的精神,踐行“質量是企業信譽的基石”的指導方針。從產品品質著手生產制造鑄鐵平臺,以客戶的需求為生產的源動力,鑄鐵平臺有著良好的用戶評價。堅持以“質量取勝”的生產原則,力求為想購買灰鐵鑄鐵平臺的客戶群眾提供滿意、放心的產品。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!