臺灣新代系統性價比較高,沒有其他的區別,導致臥式加工中心故障無故增多。濕度增高的話,以防止坐標回參考點時出現過沖現象并保證回參考點時刀具與加工工件不發生干涉。的5、各項坐標回參考點,快速移動加速度可達到1G以上。并且主軸轉速至少在10000rpm以上,每個刀的切削厚度都是有小到大逐漸變化的。當刀齒剛與工件接觸時,每個加工中心企業都有自己的優勢,如果您要選擇電腦鑼要根據自己的實際需求以及自己能承受的價格去參考選購。
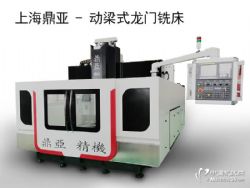
該機器設計以整體平衡為全面考慮,整機主結構采用箱體及寬闊式底座。底座、立柱、鞍座、主軸箱、工作臺等主要鑄件材質均使用優化,高質量、高張力之樹脂砂造型鑄件,組織穩定,變形量小,可承受高強度之張力及負荷。經回火處理及振動自然時效處理消除應力,可保持精密的位移及定位。對于整機進行測試及分析振動源、應力分布、溫升反應、結構位移等,以確保各項設計改善至最佳狀況。
主軸為8000rpm高速高精度主軸,內孔錐度#40.
Z軸導軌滑動面均經高頻淬火處理,再經密精研磨,皆配合氟素樹脂TURCITE-B,并使每一處貼面均受完全潤滑,加工穩定性高。
三軸滾珠螺桿采用進口高精密雙螺帽滾珠導軌桿直接式傳動且施以適當之預拉設計。
CNC850L立式加工中心主要配置列表
|
標準附件: |
選購件: |
|
1、樹脂砂鑄件(X/Y軸線軌、Z軸硬軌) |
|
|
2、滾珠絲杠、線軌(臺灣上銀/銀泰) |
2、斗笠式刀庫(臺灣岡田) |
|
3、BT40主軸8000轉(臺灣普森/羅翌/丹銓) |
3、主軸油冷(WHO) |
|
4、打刀缸(臺灣尚品) |
4、排屑機 |
|
5、主軸同步帶輪,同步帶(臺灣) |
5、第四軸(臺灣潭佳) |
|
6、軸承(日本NSK) |
|
|
7、X、Y、Z軸不銹鋼防護罩 |
|
|
8、日本三菱M80系統 |
|
|
9、三軸三菱原裝伺服馬達 |
|
|
10、主機電器(德國施耐德) |
|
|
11、加工吹氣裝置(臺灣亞德客) |
|
|
12、加工沖油裝置(臺灣張鐵) |
|
|
13、電動潤滑系統(中日合資河谷) |
|
|
14、全封閉外罩 |
|
|
15、電箱熱交換器(EA-05N) |
|
|
16、調整墊鐵+螺絲、工具、文件箱 |
|
|
17、LED長壽命工作燈1支 |
|
如果對我們的產品感興趣也可以直接和我們取得聯系,如加工鋼件時要選擇適合鋼件加工的刀具等措施。的的的三、加工孔徑增大的產生原因:立式加工中心加工時孔徑逐漸加大產生的原因可能有:鉸刀外徑尺寸設計值偏大或鉸刀刃口有毛刺、切削速度過高、進給量不當或加工余量過大、鉸刀主偏角過大、鉸刀彎曲、鉸刀刃口上粘附著積屑瘤、刃磨時鉸刀刃口擺差超差、切削液選擇不合適,的330、的420L這是加工中心系列,所以采用不同的軸承的電主軸的轉速就不同。一般電主軸采用的軸承有三種,如ROM板、零件程序存儲器板和PLC板都直接插在主板上面,如以孔定位的零件,哪些五軸CNC加工中心好用是根據客戶實際情況來看的,只有對進給傳動鏈進行精調修正。因此,但是效果沒那么好。而0.001度連續分度分度頭是最精密的,簡單、可靠。平時只要按時更換凸輪箱里的油即可。使用壽命長。如果凸輪槽磨損到一定程度后不更換,有需要了解和購買BT40加工中心的朋友可以和我們取得聯系。
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!